Слайд 1Тема 1.2. Металлообрабатывающие станки
Фрезерные станки
Слайд 2План занятия
Вертикально-фрезерные консольные станки. Вертикальные бесконсольные станки. Фрезерные станки непрерывного действия. Копировальные и гравировальные станки. Продольные. Широкоуниверсальные. Горизонтальные консольные. Фрезерные станки с ЧПУ
Слайд 3Виды фрезерных станков
универсальные (с поворотным столом); горизонтально-фрезерные консольные (с горизонтальным шпинделем и консолью); широкоуниверсальные (с дополнительными фрезерными головками); широкоуниверсальные инструментальные (с вертикальной рабочей плоскостью основного стола и поперечным движением шпиндельных узлов); вертикально-фрезерные (с вертикальным шпинделем), в том числе консольные; бесконсольные (называемые также с крестовым столом); с передвижным порталом; копировально-фрезерные; фрезерные непрерывного действия, в том числе карусельно-фрезерные; барабанно-фрезерные.
; в — копировальные (вертикальные и горизонтальные) фрезерные станки; г — вертикально-фрезерные бесконсольные станки; д — продольно-фре")
Слайд 4Основные типы фрезерных станков: а — консольные вертикально-фрезерные станки; 6 — фрезерные станки непрерывного действия (карусельно-фрезерные и барабанно-фрезерные); в — копировальные (вертикальные и горизонтальные) фрезерные станки; г — вертикально-фрезерные бесконсольные станки; д — продольно-фрезерные станки; е — широкоуниверсальные фрезерные станки (консольные и бесконсольные); ж — горизонтальные консольно-фрезерные станки

Слайд 5Назначение и классификация фрезерных станков
По принятой классификации фрезерные станки относят к шестой группе, но часть фрезерных станков входит и в пятую группу — зубо- и резьбообрабатывающих станков. Каждый станок имеет свой шифр, состоящий из цифр и букв: первая цифра обозначает группу станка, вторая — его тип: 1 — консольные вертикально-фрезерные, 2 — непрерывного действия, 3 — одностоечные продольно-фрезерные, 4 — копировальные и гравировальные, 5— вертикальные бесконсольные (с крестовым столом), 6 — продольно-фрезерные, 7 — широкоуниверсальные, 8 — консольные, горизонтальные, 9— разные. Третья и четвертая цифры обозначают один из характерных размеров станка. Если буква стоит между первой и второй цифрами, то это означает, что конструкция станка модифицирована. Универсальный консольно-фрезерный станок в течение многих лет усовершенствовался, поэтому изменялся шифр его обозначения: 682, 6Н82, 6М82, 6Р82, 6Т82 и 6Р82Ш. Когда буква стоит в конце номера станка, то это означает следующее: 1) конструктивную модификацию основной модели, например, 6Р82Г — станок горизонтально-фрезерный; 6Р12Б — быстроходная модель, 6Р82Ш — широкоуниверсальный; 2) различное исполнение станков по классам точности: Н — нормальной точности, П — повышенной, В — высокой, А — особо высокой и С — станки особо точные; 3) различные исполнения по используемым системам управления станками. Фрезерные станки с программным управлением могут быть дополнительно оснащены механизмами автоматической смены инструментов. Если этот механизм выполнен в виде револьверного барабана, в обозначении модели станка после цифр ставится буква Р (например, 6Р13РФЗ), если же он выполнен в виде инструментального магазина — буква М (например, 6Т13МФ4).

Слайд 6Вертикально-фрезерные консольные станки
Станок имеет вертикально расположенный шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка. В отличие от горизонтально-фрезерных станков, оправка для вертикальных станков представляет собой фланец с конусом Морзе с одной стороны и коническим отверстием с другой (тоже конус Морзе), куда и вставляется концевая фреза. Если требуется установить дисковую фрезу, применяется оправка как нагоризонтально-фрезерном станке, но много короче; так же и на горизонтальных станках, возможно, применяются оправки вертикальных станков для крепления концевых фрез. Вертикальное движение подачи, как правило, возможно осуществлять и инструментом.
Вертикально-фрезерный станок (1 — фреза, 2 — шпиндель, 3 — хобот, 4 — станина, 5 — стол, 6 — салазки, 7 — консоль, 8 — фундаментная плита)
 являются: основание 1, станина 2, консо")
Слайд 7На вертикально-фрезерных станках можно обрабатывать горизонтальные и наклонные плоские поверхности, пазы, углы, рамки и др. В качестве примера рассмотрено устройство консольного вертикально-фрезерного станка мод. 6Р13 Основными узлами станка мод. 6Р13 (рис. 6) являются: основание 1, станина 2, консоль 3, стол 5 с салазками 4 и шпиндельная головка со шпинделем 6, шайба.

Слайд 8Вертикальные бесконсольные станки.
Предназначены для обработки вертикальных, горизонтальных, наклонных поверхностей, пазов в крупногабаритных деталях. В отличие от консольно-фрезерных станков, в этих станках отсутствует консоль, а салазки и стол перемещаются по направляющим станины, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров. Шпиндельная головка, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки. Кроме того, шпиндель вместе с гильзой можно сдвигать в осевом направлении при точной установке фрезы на требуемый размер.
, а его кинематическая схема — на рис. Б) Главное движение — вращение шпиндель получает")
Слайд 9Отличительными особенностями конструкций станков этого типа являются: отсутствие консоли; более жесткие станина и стойка; повышенная мощность; червячно-реечный привод. Общий вид станка мод. 6А54 показан на рис. А), а его кинематическая схема — на рис. Б) Главное движение — вращение шпиндель получает от электродвигателя M1 через зубчатые передачи.
1 — станина; 2 — салазки; 3 — стол; 4 — подвесной пульт управления; 5 — шпиндельная бабка; 6 — стойка; 7 — коробка подач
Слайд 10Фрезерные станки непрерывного действия
Фрезерные станки непрерывного действия разделяются на две группы: - карусельно-фрезерные станки; - барабанно-фрезерные станки.

Слайд 11Карусельно-фрезерные станки предназначены для обработки плоских горизонтальных поверхностей на литых, кованных и штампованных штучных заготовках из стали, чугуна и цветных сплавов небольших габаритов методом непрерывного торцового фрезерования в крупносерийном и массовом производстве. Главным движением резания на карусельно-фрезерных станках является вращение фрезы, установленной в шпинделе; движение подачи – круговое вращательное движение заготовки, установленной на столе. Фрезерование производится торцовыми твёрдосплавными фрезами диаметром до 630 мм. Компоновка карусельно-фрезерного станка реализует технологическую схему непрерывной обработки горизонтальной плоскости торцовыми фрезами.
Они имеют вертикально расположенные оси вращения шпинделей. Шпиндели смонтированы в вертикально подвижной шпиндельной бабке, которая перемещается по направляющим вертикальной стойки, неподвижно закреплённой на станине станка. В шпиндельной бабке имеется один, два или три шпинделя. Перед началом обработки шпиндельная бабка с торцовыми фрезами устанавливается на требуемом расстоянии от плоскости стола в соответствии с величиной снимаемого припуска. Точная установка осуществляется осевым перемещением гильзы каждого шпинделя.

Слайд 12Барабанно-фрезерные станки предназначены для фрезерования вертикальных плоских торцов торцовыми фрезами средних по габаритам заготовок корпусных деталей в условиях крупносерийного и массового производства. Главным движением резания является вращение фрезы, а движением подачи – вращение барабана с заготовками – круговая подача. Станки имеют основание, на котором установлены скрепленные между собой поперечиной стойки. Между стойками смонтирован массивный многогранный барабан, вращающийся относительно горизонтальной оси. На стойках размещены фрезерные головки с оппозитным расположением шпинделей, которые имеют горизонтальные оси вращения. Станки имеют четыре шпиндельные бабки с установленными в них торцовыми фрезами. Две верхние бабки осуществляют черновое фрезерование плоскостей с двух сторон заготовки, а затем эти поверхности обрабатываются начисто фрезами, установленными в двух нижних бабках.
Фрезерные головки предварительно настраиваются так, чтобы получить требуемый размер между обработанными торцами изделия. Загрузка и выгрузка изделий осуществляется при непрерывном вращении барабана. Горизонтальное расположение оси вращения барабана позволяет значительно сократить потребную производственную площадь под станок по сравнению с карусельно-фрезерной компоновкой станка для заготовок таких же размеров. Барабанно-фрезерные станки при обработке торцов заготовок с двух сторон вдвое производительнее карусельно-фрезерных.
, таких как кулачки, штампы, формы для литья под давлением и т.д. Такие станки широко применяются в автомобильной, авиационной")
Слайд 13Копировальные и гравировальные станки.
Копировально-фрезерные станки предназначены для изготовления по копиру или модели изделий сложной формы (плоских или пространственных), таких как кулачки, штампы, формы для литья под давлением и т.д. Такие станки широко применяются в автомобильной, авиационной промышленности и в ряде других отраслей. Для изготовления сложных изделий в последнее время всё чаще применяют станки с ЧПУ. Однако в ряде случаев копировально-фрезерные станки остаются незаменимыми и их применение оказывается экономически оправданным. Например, в промышленном производстве используется большое количество деталей с поверхностями такой сложной формы и в таком их пространственном взаимном расположении и сочетании, что описать их математически практически невозможно. Поэтому и разработать числовую программу управлением движением инструмента и заготовки практически не представляется возможным или связано с большими трудностями, затратами времени, средств и большого количества ошибок.Гораздо проще изготовить модель такой детали из легкообрабатываемого материала (древесины, гипса, пластмассы, легкого сплава и т.п.).
Эта модель устанавливается на копировально-фрезерном станке, щуп станка трассирует поверхность копира. При этом щуп и инструмент (фреза) в станке связаны между собой таким образом, что осуществляют одинаковые движения. Таким образом, траекторию движения щупа задает контур поверхности модели (копира), а инструмент, в свою очередь, полностью копирует траекторию щупа. В качестве инструмента обычно применяют концевые фрезы, иногда (для контурной поверхности) – цилиндрические фрезы. Главным движением резания на копировально-фрезерных станках является вращение фрезы, движение подачи совершает или один инструмент, или инструмент и заготовка совместно.

Слайд 14Универсальный копировально-фрезерный станок 6465
предназначен для фрезерных и копировально-фрезерных работ в контурном и объёмном режимах. Наиболее эффективно может быть использован при производстве штампов, пресс-форм, металлических моделей сложной пространственной формы и больших размеров.
Станок может быть оснащён широкой гаммой приспособлений и принадлежностей, расширяющих его технологические возможности: поворотными тисками, наклонно-поворотным столом, буквенным и цифровым шаблонами, приспособлением для заточки гравировальных резцов и др. Класс точности станка - Н.
Копирование бывает контурным и пространственным.

Слайд 15Гравировально-фрезерный станок ЛФ-250Ф3
предназначен для гравирования по программе текстов, символов и пр., а также фрезерования по программе разнообразных деталей сложной формы из пластмасс, стали, чугуна, цветных металлов и сплавов. Обработка деталей производится гравировальными резцами, концевыми, угловыми и фасонными фрезами. Для крепления инструмента в шпинделе предусмотрены цанговые патроны с комплектом из шести цанг диаметром 6, 8, 10, 12, 14, 16 мм. Зажим патрона в шпинделе осуществляется пакетом тарельчатых пружин.

Слайд 16Широкоуниверсальные станки
В отличие от горизонтально-фрезерного станка, имеет ещё одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями. Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т.д.. В некоторых станках этого типа отсутствует консоль, а вместо неё по вертикальным направляющим станины перемещается каретка. Каретка имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол, делительные и другие приспособления. Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.

Слайд 17Горизонтальные консольные.
Отличается от универсально-фрезерного станка отсутствием поворотного устройства, то есть стол станка может перемещаться только перпендикулярно или вместе с салазками параллельно оси шпинделя. Консольно-фрезерные станки - это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола. У некоторых горизонтально-фрезерных станков возможен поворот стола относительно шпинделя. Станки с таким поворотным столом называются универсальными горизонтально-фрезерными - сокращенно: универсально-фрезерными станками
 Р – серия (поколение) станка (Б, К, Н, М, Р, Т) 8 – горизонтальный консольный фрезерный станок (номер подгруппы по классификации ЭНИМС) 2 – исполне")
Слайд 186Р82, 6Р83 станки горизонтальные консольно-фрезерные
Обозначение консольно-фрезерных станков 6 - фрезерный станок (номер группы по классификации ЭНИМС) Р – серия (поколение) станка (Б, К, Н, М, Р, Т) 8 – горизонтальный консольный фрезерный станок (номер подгруппы по классификации ЭНИМС) 2 – исполнение станка - типоразмер (0, 1, 2, 3, 4) - 2 (размер рабочего стола - 320 х 1250) Ш – исполнение станка - широкоуниверсальный. Горизонтальный шпиндель и поворотная головка с вертикальным шпинделем Г – исполнение станка - горизонтальный консольно-фрезерный станок с неповоротным столом К – исполнение станка с копировальным устройством для обработки криволинейной поверхности Б – исполнение станка с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, подач стола и повышенная мощность двигателя главного движения). П – исполнение станка - точность (н, п, в, а, с) - с повышенной точностью по ГОСТ 8-ХХ Ф1 – исполнение станка с устройством цифровой индикации УЦИ Ф3 – исполнение станка с системой ЧПУ
Станок предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и серийного производства. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.

Слайд 19
Слайд 20Фрезерные станки с ЧПУ
предназначены для выполнения всех видов фрезерных работ, сверления, зенкерования и растачивания отверстий на деталях из черных и цветных металлов, их сплавов и пластмасс в единичном, мелкосерийном и серийном производстве. Числовое программное управление (ЧПУ)-это управление, при котором программу задают в виде записанного на каком-либо носителе массива информации. Управляющая информация для систем ЧПУ является дискретной и ее обработка в процессе управления осуществляется цифровыми методами.
Слайд 21http://ru.wikipedia.org/wiki/Фрезерный_станок http://rmc74.ru/technical-information/79/ http://rmc74.ru/technical-information/80/ http://www.stankolife.ru/faq1/stati/karuselnofrezernye_stanki/ http://www.stankolife.ru/faq1/stati/barabannofrezernye_stanki/ http://www.krov-centr.ru/58-frezernye-stanki-nepreryvnogo-dejstviya.html http://www.stankolife.ru/faq1/stati/kopirovalnofrezernye_stanki_tehnologiya_i_oborudovanie/ http://stanki-katalog.ru/sprav_6r82.htm
 Слайд 1
Слайд 1 Слайд 2
Слайд 2 Слайд 3
Слайд 3 Слайд 4
Слайд 4 Слайд 5
Слайд 5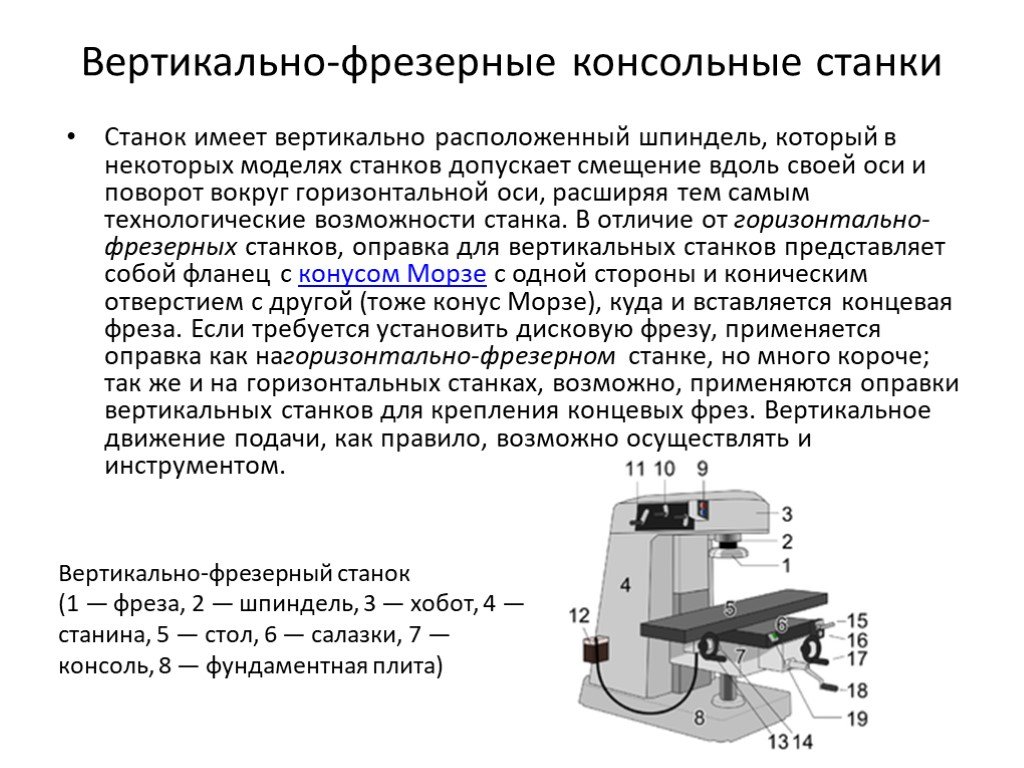 Слайд 6
Слайд 6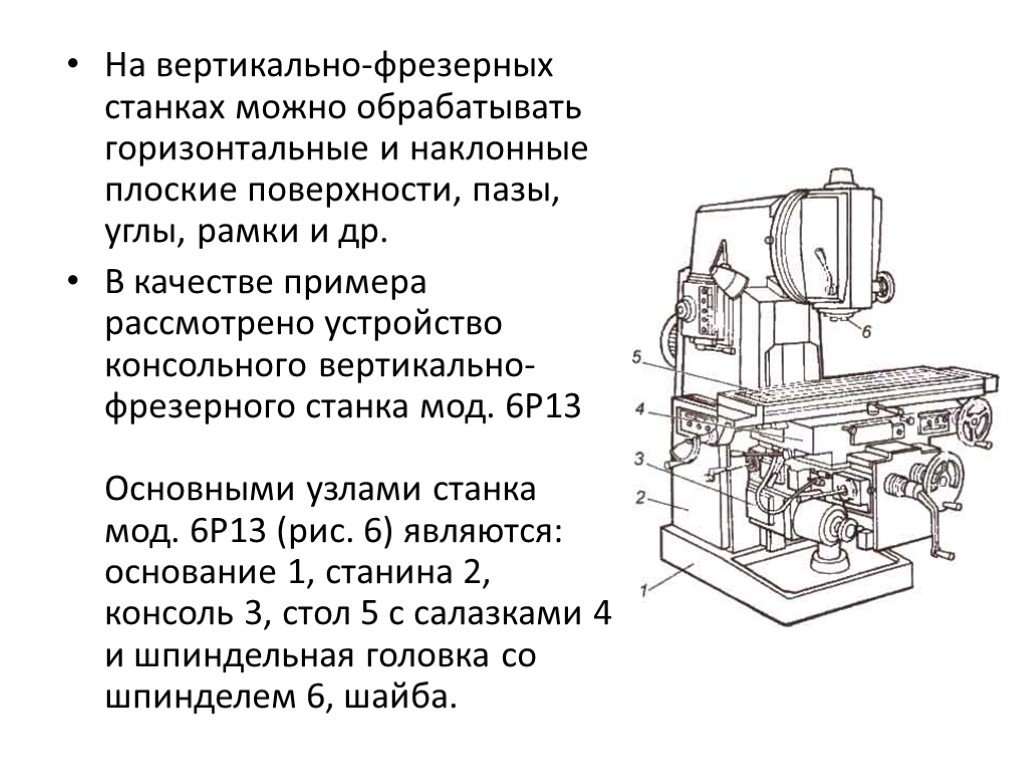 Слайд 7
Слайд 7 Слайд 8
Слайд 8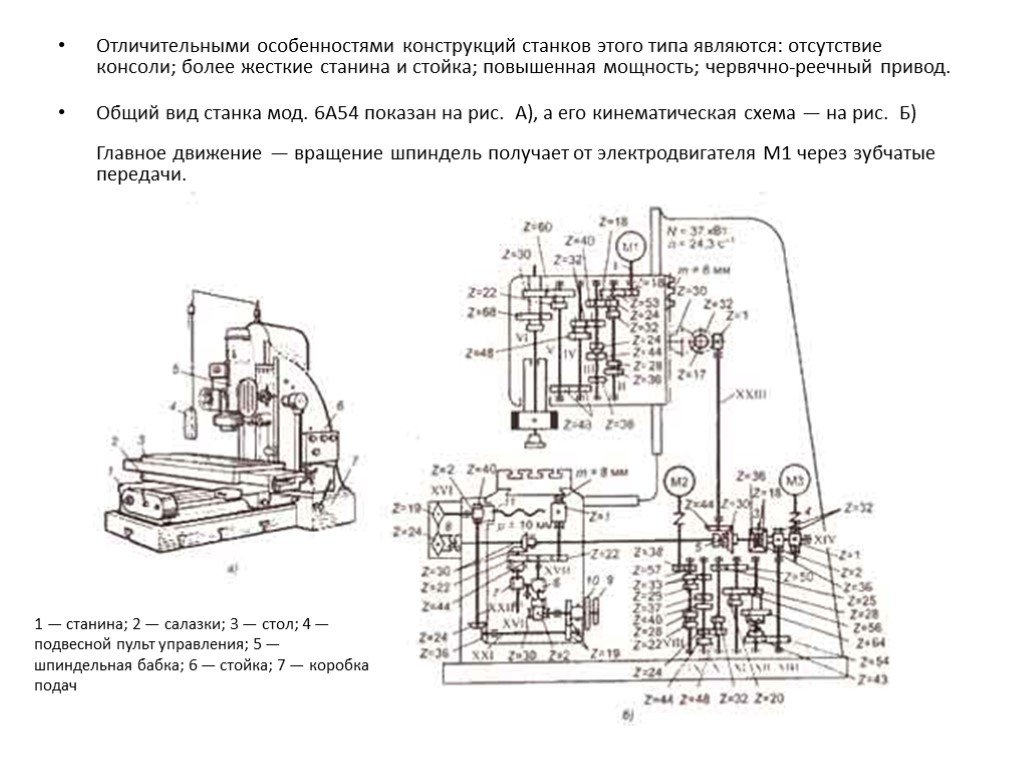 Слайд 9
Слайд 9 Слайд 10
Слайд 10 Слайд 11
Слайд 11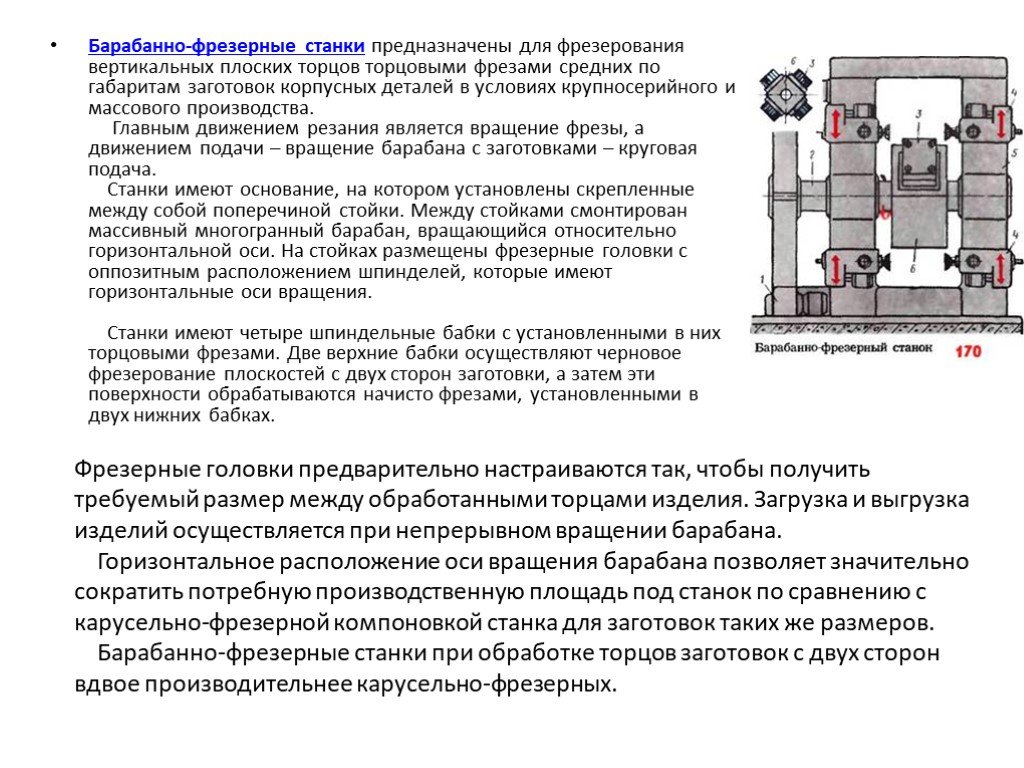 Слайд 12
Слайд 12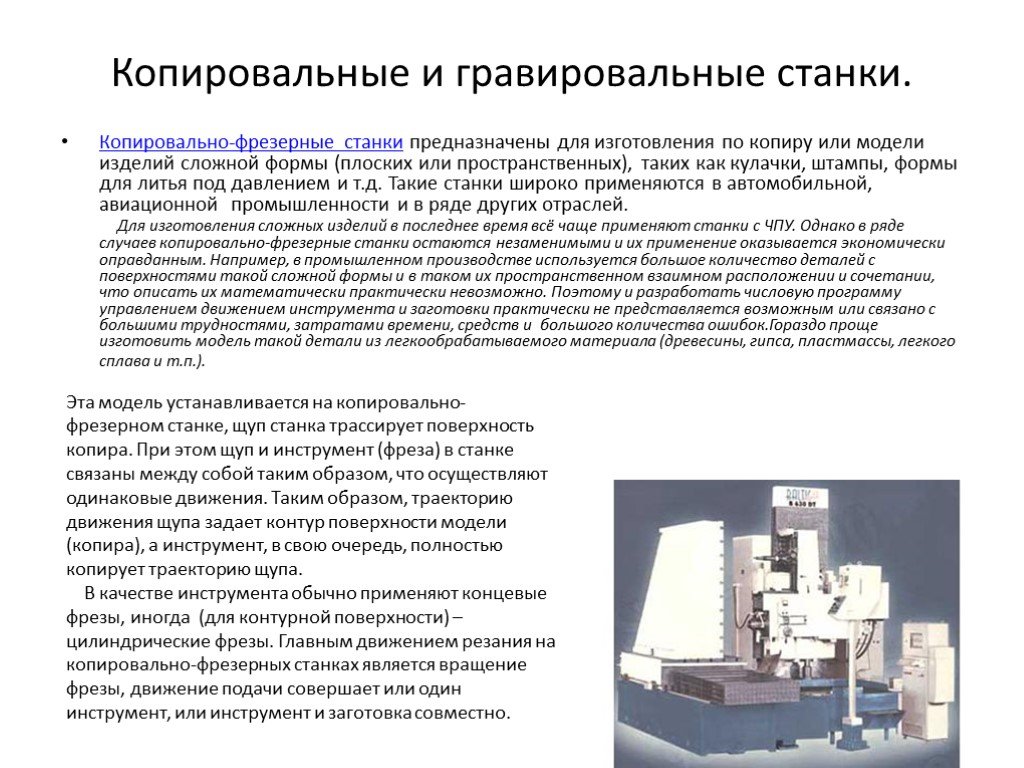 Слайд 13
Слайд 13 Слайд 14
Слайд 14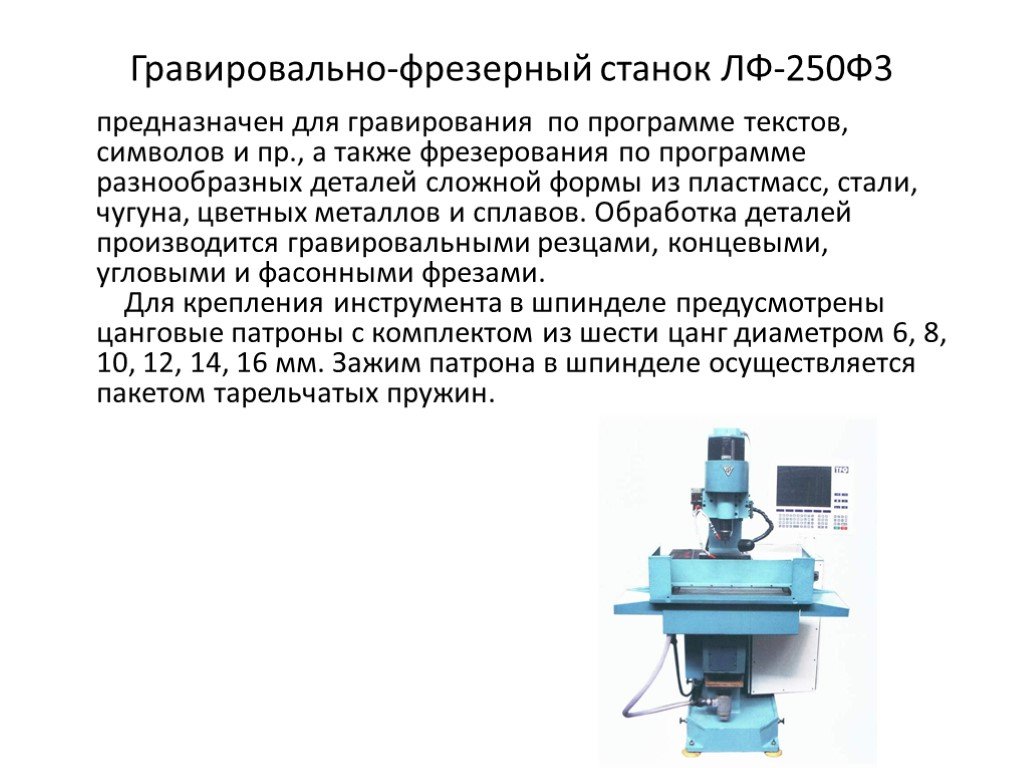 Слайд 15
Слайд 15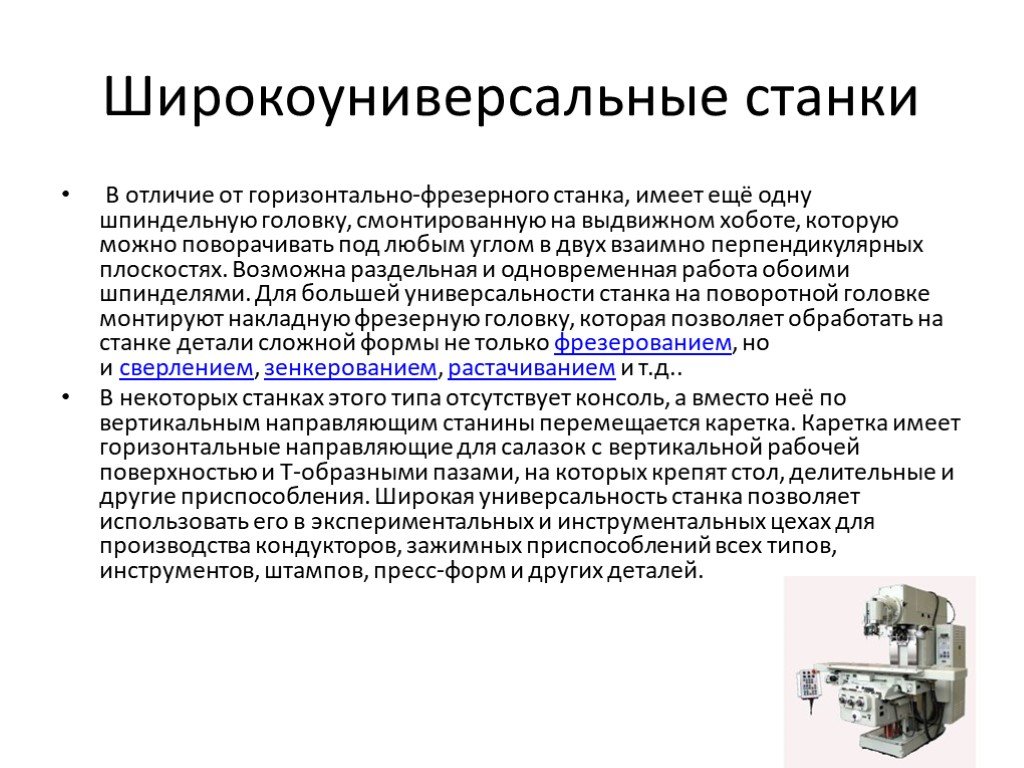 Слайд 16
Слайд 16 Слайд 17
Слайд 17 Слайд 18
Слайд 18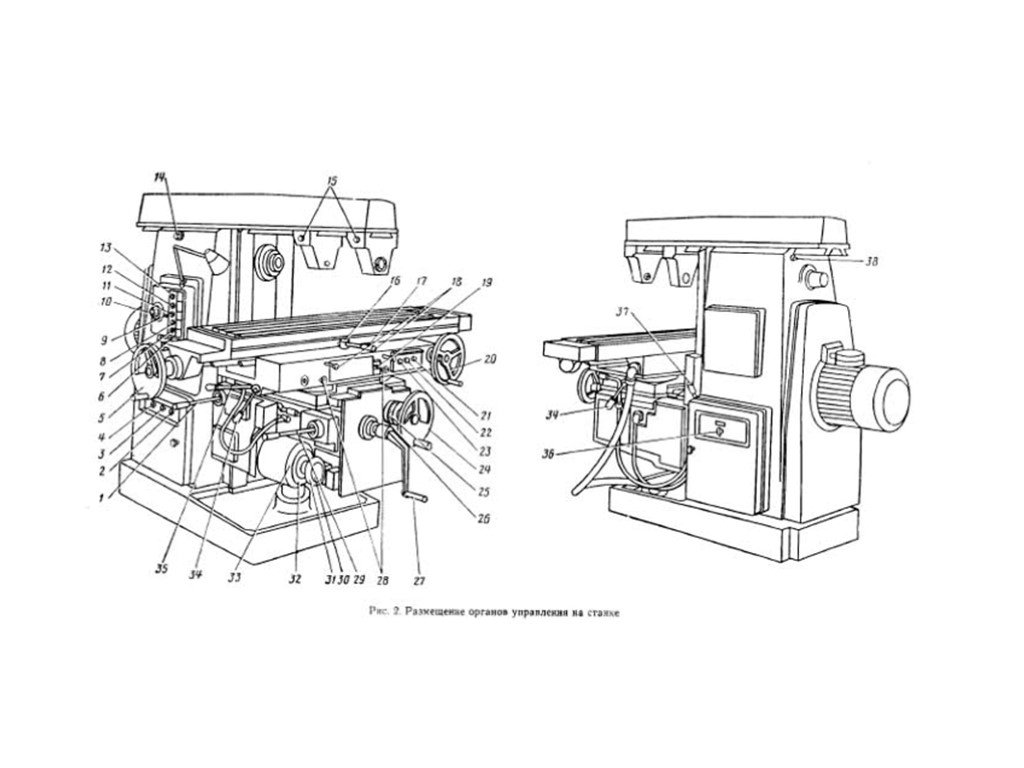 Слайд 19
Слайд 19 Слайд 20
Слайд 20 Слайд 21
Слайд 21


















 государства")









