Слайд 1Производство сталей.
Выполнил: Хасенов Б.А., студент 3 курса, группа МХТ-09
 — печь для переработки передельного чугуна и лома в сталь нужного химического состава и качества. Название произошло от фамилии французского инженера и металлурга Пьера Мартена, создавшего первую печь такого образца в 1864 году. В зависимости от сост")
Слайд 2Мартеновский способ. Марте́новская печь (марте́н) — печь для переработки передельного чугуна и лома в сталь нужного химического состава и качества. Название произошло от фамилии французского инженера и металлурга Пьера Мартена, создавшего первую печь такого образца в 1864 году. В зависимости от состава огнеупорных материалов подины печи мартеновский способ выплавки стали может быть основным (в составе огнеупора преобладают СаО и MgO) и кислым (подина состоит из SiO2). Выбор футеровки зависит от предпо-лагаемого состава шлака в процессе плавки. Основной принцип действия — вдувание раскаленной смеси горючего газа и воздуха в печь с низким сводчатым потолком, отражающим жар вниз, на расплав. Нагревание воздуха происходит посредством продувания его через предварительно нагретый регенератор (специальная камера, в которой выложены каналы огнеупорным кирпичом). Нагрев регенератора до нужной температуры осуществляется очищенными горячими печными газами. Происходит попеременный процесс: сначала нагрев регенератора продувкой печных газов, затем продувка холодного воздуха.
 скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 25—45 % чушкового передельного чугуна; процесс применяют на заводах, где нет домен")
Слайд 3Мартеновский способ также зависит от состава шихты, используемой при плавке. Различают такие разновидности мартеновского способа выплавки стали: 1) скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 25—45 % чушкового передельного чугуна; процесс применяют на заводах, где нет доменных печей, но расположенных в промышленных центрах, где много металлолома 2) скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55—75 %), скрапа и железной руды; процесс применяют на металлургических заводах, имеющих доменные печи. Каковы его преимущества? Производство стали в мартеновских печах подходит для различных масштабов производства. К тому же, требования к исходному сырью мене строгие, а качество получаемой стали – высокое. При этом управ-ление ходом плавки не является сложным. Недостатком мартеновского способа получения стали является большая продол-жительность плавки, превышающая несколько часов, и большой расход топлива В настоящее время мартеновский способ производства стали практически вытеснен гораздо более эффективным кислородноконвертерным спо- собом (около 63 % мирового производства), а также электроплавкой (более 30 %). Начиная с 1970-х годов новые мартеновские печи в мире более не строятся. По результатам 2008 года на мартеновский способ производства приходится 2,2 % мировой выплавки стали. Так, объем выпуска мартеновской стали в СССР/России упал с 52 % в 1990 до 22 % в 2003 году и 16,5 % в 2008 году. Наибольший удельный вес выплавки стали мартеновским способом в мире по результатам 2008 года наблюдался на Украине (свыше 40 %).
 C. Жидкий чугун D. Горн E. Теплообменник (охлаждение) F. Выхлоп сгоревших газов")
Слайд 4Схема работы Мартена
A. Вдувание газо-воздушной смеси B. Теплообменник (нагрев) C. Жидкий чугун D. Горн E. Теплообменник (охлаждение) F. Выхлоп сгоревших газов

Слайд 5Мартеновский процесс можно разделить на периоды: Заправка печи. На этом этапе поддерживается рабочее состояние всех элементов процесса, а именно: забрасываются огнеупорные материалы, такие как дробленый доломит и магнезитовый порошок. При этом подина осматривается надлежащим образом после выпуска шлака и металла из печи. В случае необходимости, исправляются неполадки. Завалка и прогрев шихты. Завалка шихты осуществляется специальной завалочной машиной. Осуществляется подача твердых шихтовых веществ к печи. Прежде чем залить жидкий чугун, печь тщательно прогревается в течение 1,5 часов. Заливка жидкого и твердого чугуна. На этом этапе заливается чугун в течение 20 – 60 минут. Плавление чугуна. Для плавления чугуна осуществляется подача в мартеновскую печь топлива и продувка кислородом. Этот процесс сопровождается появлением шлаков в результате окисления. Для того, чтобы шлаки не препятствовали передаче тепла к металлу, часть их удаляется из печи. Для этого спускают шлаковую чашу.

Слайд 6Доводка. Суть этапа доводки состоит в том, чтобы довести полученную сталь до нужного химического состава. Для этого, металл необходимо нагреть до определенной температуры и до температуры кипения. В этот момент происходит окисление углерода в металле, скорость которого регулируется при помощи внедрения в ванну различных флюсов. Кипение. Кипение может проходить двумя способами. В первом случае во время кипения в ванну с металлом добавляют различные флюсы. Второй вариант – чистое кипение, то есть окисление углерода протекает без добавления дополнительных элементов. Именно в момент чистого кипения сталь приобретает необходимые химические свойства. Процесс кипения длится от 1 до 2,5 часов. Раскисление и легирование. На этом заключительном этапе происходит регулировка количества содержащегося в стали кислорода, и внедрение легирующих веществ. Добавление тех или иных веществ зависит от марки выплавляемой стали. Выпуск металла из печи.Выпуск металла из печи осуществляется через отверстие, которое пробивается в задней стенке сосуда при помощи струи кислорода. Процесс этот длится максимум 20 минут.

Слайд 7Мартеновская печь на ММК
Слайд 82. Конверторный способ. Конвертерное производство — получение стали в сталеплавильных агрегатах-конвертерах путём продувки жидкого чугуна воздухом или кислородом. Превра-щение чугуна в сталь происходит благодаря окислению кислородом содержащихся в чугуне примесей (кремния, марганца, углерода и др.) и последующему удалению их из расплава. Шихтовым материалом для изготовления стали является жидкий чугун, стальной лом, железная руда, боксит и т.д. При этом содержание в чугуне таких веществ, как С, Mn, Si, и P должно составлять 3,7—4,4%, 0,7—1,1%, 0,4—0,8%, 0,03—0,08 и 0,03—0,08% соответственно. В извести должно содержаться не менее 90% CaO.
, наклонив его при помощи завалочных машин. После этого в конвертер помещают жидкий чугун(Б), нагретый до темпе-ратуры 1250-1400 градусов. Наполненный чугуном конвертер вновь устанавливают в вертикально")
Слайд 9Плавление чугуна и образование стали в конвертерных печах. Сначала конвертер наполняют скрапом (А), наклонив его при помощи завалочных машин. После этого в конвертер помещают жидкий чугун(Б), нагретый до темпе-ратуры 1250-1400 градусов. Наполненный чугуном конвертер вновь устанавливают в вертикальное положение. На следующем этапе происходит подача кислорода в конвертер при помощи кислородной фурмы(В). Этот процесс называется продувкой. Параллельно с подачей кислорода, в конвертер помещают шлакообразующие материалы. Действие кислорода на металл связано с высоким давлением подачи. Именно за счет давления кислород проникает в металл. Взаимодействие чугуна и кислорода вызывает окисление примесей чугуна. Г - выпуск стали; Д - слив шлака.

Слайд 11Возможны два способа производства стали в конвертерах: бессемеровс-кий и томасовский Бессемеровский способ. Бессемеровским способом происходит переработка кремнистых чугунов, которые дают кислый шлак. Находящийся в чугуне фосфор остается в полученной стали. Бессемеровский процесс осуществляется в три этапа. Сначала происходит окисление кремния, марганца и железа. Этот этап длится до 6 минут. В его основе – образование шлаков при повышении температуры до 1750 градусов. После того, как из чугуна выгорит кремний и марганец, наступает второй этап – окисление углерода и сгорание примесей. Последний этап связан с появлением дыма бурого цвета. Это говорит о том, что весь кремний выгорел. Томасовский способ. Отличие этого процесса состоит в том, что в конвертер перед началом работы вводят известь. При этом шлак переводится в окись фосфора. Данный способ позволяет увеличить количество содержащегося фосфора в выплавляемой стали. Благодаря обогащению дутья кислородом, можно добиться более быстрого выплавления стали, имеющей высокое качество.

Слайд 12Преимуществом конверторных способов производства стали является незначительный расход топлива и небольшой расход других видов энергии на единицу получаемого металла, а также высокая производительность на одного рабочего и единицу производственной площади. Строительство конверторных цехов обходится намного дешевле мартеновских. Продолжительность получения стали в конверторе исчисляется минутами, а в мартеновских и электрических печах часами. Недостатком конверторных способов получения стали является ограниченность их применения (в основном для получения только углеродистой и некоторых низколегированных сортов стали) и трудность получения стали точно заданной марки. Качество аналогичных сортов стали, полученных в мартеновских печах и конверторах, работающих только на техническом кислороде, близко, но сталь, полученная в конверторах, продуваемых воздухом, обладает пониженными механическими свойствами из-за растворенного в ней азота. В конверторах происходит наибольший угар металла (6—9%), и выход годного продукта пока не превышает 90%.

Слайд 133. Получение стали в электропечах Для получения стали электрометаллургическим процессом наиболее широко применяют дуговые электропечи прямого прогрева, в которых источником тепла является электродуга, образующаяся между вертикально установленными угольными электродами и загружаемой в печь металлической шихтой. Процесс получения стали в электропечах включает два периода. В первый период плавки (после расплавления шихты) происходит окисление марганца, кремния, углерода и фосфора за счет кислорода железной руды. В состав шихты вводится также известь, поэтому образующиеся сильноосновные шлаки удерживают почти весь фосфор. Во втором периоде происходит раскисление стали и очищение ее от неметал-лических включений и серы. Для окончательного раскисления стали в печь вводят ферросилиций и алюминий. При получении легированных сталей в этот период в расплавленный металл вводят легирующие добавки.

Слайд 14В электропечах получают стали точно заданного химического состава с незначительным содержанием серы, фосфора и кислорода. При получении легиро-ванных сталей почти не наблюдается потерь в шлак дорогих легирующих элементов. Существенными недостатками электрометаллургического процесса является низкая производительность и высокая себестоимость стали. В последнее время получают сталь более экономичным и производительным дуп-лекс-процессом: жидкий чугун перерабатывают в сталь в конвертерах, а затем сталь в электропечах доводят до заданного химического состава. Исходными материалами для плавки в электропечах являются стальной лом, желез-ная руда, окалина. Передельный мартеновский чугун применяют только для сталей с высоким содержанием углерода, но чаще заменяют электродным боем или малосернистым коксом.
 печи прямого действия; б) печи косвенного дей-ствия; в) печи с закрытой дугой.")
Слайд 15Схема дуговых электропечей с разными способами нагрева:
1- съемный свод печи; 2- завалочное окно; 3- механизм наклона печи; 4- желоб для выпуска металла; 5- отверстие для выпуска металла; 6- электроды.
а) печи прямого действия; б) печи косвенного дей-ствия; в) печи с закрытой дугой.
Слайд 16Электропечь на ООО «ЮРМАШЗАВОД»
Электропечь на ОАО «ММК»
 печи косвенного действия (б) и печи с закрытой дугой (в). Печи прямого действия с вертикальным расположением электродов в настоящее время применяются только для выплавки стали и имеют емкость от 0,5 до 180 т. После загрузки")
Слайд 17Дуговые электропечи, различают по способу нагрева: печи прямого действия (а) печи косвенного действия (б) и печи с закрытой дугой (в). Печи прямого действия с вертикальным расположением электродов в настоящее время применяются только для выплавки стали и имеют емкость от 0,5 до 180 т.
После загрузки печи к электродам подводят ток. Благодаря высо- кой температуре горения дуги (около 3500°С) происходит бур-ное плавление шихты. В первом периоде плавки примеси окисляются кислородом, находящимся в печи (главным образом кислородом железной руды). Образующаяся закись железа растворяется в металле и вступает в соединение с кремнием, марган-цем, фосфором и углеродом. Образующиеся SiO2, MnO, FeO и создают шлак. Во втором периоде электроплавки происходит науглероживание металла, если количество углерода окажется ниже заданной нормы, затем раскисле-ние и удаление серы. Раскислителем служит карбид кальция СаС2. В третьем периоде плавки производят доводку с целью получения легированных сталей: вводят феррохром, ферротитан, феррованадий и другие ферросплавы.

Слайд 18Получение стали в дуговых электрических печах имеет неоспоримые преимущества, важнейшими из которых являются очень высокое качество получаемой стали, возможность выплавлять любые марки стали, включая высоколегированные, тугоплавкие и жаропрочные. Плавка в электрических печах дает минимальный угар железа по сравнению с другими стале-плавильными агрегатами и, что особенно важно, минимальное окисление дорогостоящих легирующих присадок благодаря нейтральной атмосфере в печи. Следует отметить удобство регулирования температурного режима и легкость обслуживания этих печей. Недостатком выплавки стали в дуговых электрических печах является потреб-ность в большом количестве электроэнергии и высокая стоимость передела, так как на 1 т стали при твердой закалке расходуют от 600 до 950 кВт-ч электро-энергии. Поэтому дуговые электрические печи применяют главным образом для получения высоколегированных и других дорогих сортов стали, предназна-ченных для ответственных изделий.

Слайд 194. Устройство и работа индукционных печей. Индукционные печи отличаются от дуговых способом подвода энергии к расплав-ленному металлу. Индукционная печь примерно работает так же как обычный трансформатор: имеется первичная катушка, вокруг которой при пропускании пере-менного тока создается переменное магнитное поле. Магнитный поток наводит во вторичной печи переменный ток, под влиянием которого нагревается и расплавляется металл. Индукционные печи имеют емкость от 50 кг до 100 т и более. В немагнитном каркасе имеются индуктор, и огнеупорный плавильный двигатель. Индуктор печи выполнен в виде катушки с определенным числом витков медной трубки, внутри которой циркулирует охлаждающая вода. Металл загружают в тигель, который является вторичной обмоткой. Переменный ток вырабатывается в машинных или ламповых генераторах. Подвод тока от генератора к индуктору осуществляется посредством гибкого кабеля или медных шин. Мощность и частота тока определяются емкостью плавильного тигля и состава шихты. Обычно в индукционных печах исполь-зуется ток частотой 500 – 2500 гц. Крупные печи работают на меньших частотах. Мощность генератора выбирают из расчета 1,0 – 1,4 квт/кг шихты.

Слайд 20Схема индукционной печи
1 – каркас; 2 – подовая плита; 3 – водоохлаждаемый индуктор; 4 – изоляционный слой; 5 – тигель; 6 – абсоцементная плита; 7 – сливной носок; 8 – воротник; 9 – гибкий токоподвод; 10 – опорные брусья
Слайд 21Индукционная печь на Барнаульском Станкостроительном Заводе
Слайд 22Индукционная плавка имеет ряд преимуществ перед другими видами плавки: В индукционных печах происходит перемешивание расплава за счёт электро-динамических сил, вызванных взаимодействием токов индуктора и садки печи. Благодаря этому при индукционной плавке расплав имеет равномерную темпе-ратуру и состав по всему объёму печи. Индукционные печи обеспечивают ведение плавки в любом заданном темпе-ратурном режиме и обеспечивают высокую производительность. Индукционная плавка характеризуется малым угаром металла. В качестве шихты возможно использование стружки без предварительного брикетирования. При индукционной плавке обеспечивается улучшение условий труда по сравнению с дуговыми печами.
Индукционные печи применяют для выплавки высоколегированных сталей и сплавов особого назначения, имеющих низкое содержание углерода и кремния.

Слайд 235. Электроннолучевая плавка металлов. Для получения особо чистых металлов и сплавов используют электроннолучевую плавку. Плавка основана на использовании кинетической энергии свободных электронов, получивших ускорение в электрическом поле высокого напряжения. На металл направляется поток электронов, в результате чего он нагревается и плавится. Электроннолучевая плавка имеет ряд преимуществ: электронные лучи позволяют получить высокую плотность энергии нагрева, регулировать скорость плавки в больших пределах, исключить загрязнение расплава материалом тигля и применять шихту в любом виде. Перегрев расплавленного металла в сочетании с малыми скоростями плавки и глубоким вакуумом создают эффективные условия для очистки металла от различных примесей.
Слайд 24Схема электронно-лучевой печи
1 – электронная пушка; 2 – электронный пучок; 3 – плавильная камера; 4 – расплавляемый образец; 5 – выплавляемый слиток; 6 – охлаждаемый водой медный катализатор

Слайд 25Благодаря магнитному фокусированию и быстрому сканированию на высоких частотах электронный луч может эффективно направляться на объекты различ-ной формы и поэтому является самым гибким источником нагрева в техноло-гиях переплава. Электронный луч создает на объекте обычной плотности удельную энергию в 100 кВт/см2. В зависимости от материала выход по передаче мощности состав-ляет от 50 до 80 %. Поскольку при электронно-лучевой плавке нагревается только поверхность, образуется только мелкий слой расплавленного металла при допустимых скоростях плавки, что положительно влияет на структуру слитка относительно пористости, ликваций и т.д. Из-за того, что расплавленный металл находится в вакууме уровня от 1 до 0,001 Па происходит отличная дегазация расплавленного материала. Металлические и неметаллические включения с давлением испарения выше, чем у основного материала изби-рательно испаряются, что позволяет получить слиток желаемой степени чистоты. В других случаях это может привести к потере желаемых легирующих элементов, количество которых должно рассчитываться.
 Слайд 1
Слайд 1 Слайд 2
Слайд 2 Слайд 3
Слайд 3 Слайд 4
Слайд 4 Слайд 5
Слайд 5 Слайд 6
Слайд 6 Слайд 7
Слайд 7 Слайд 8
Слайд 8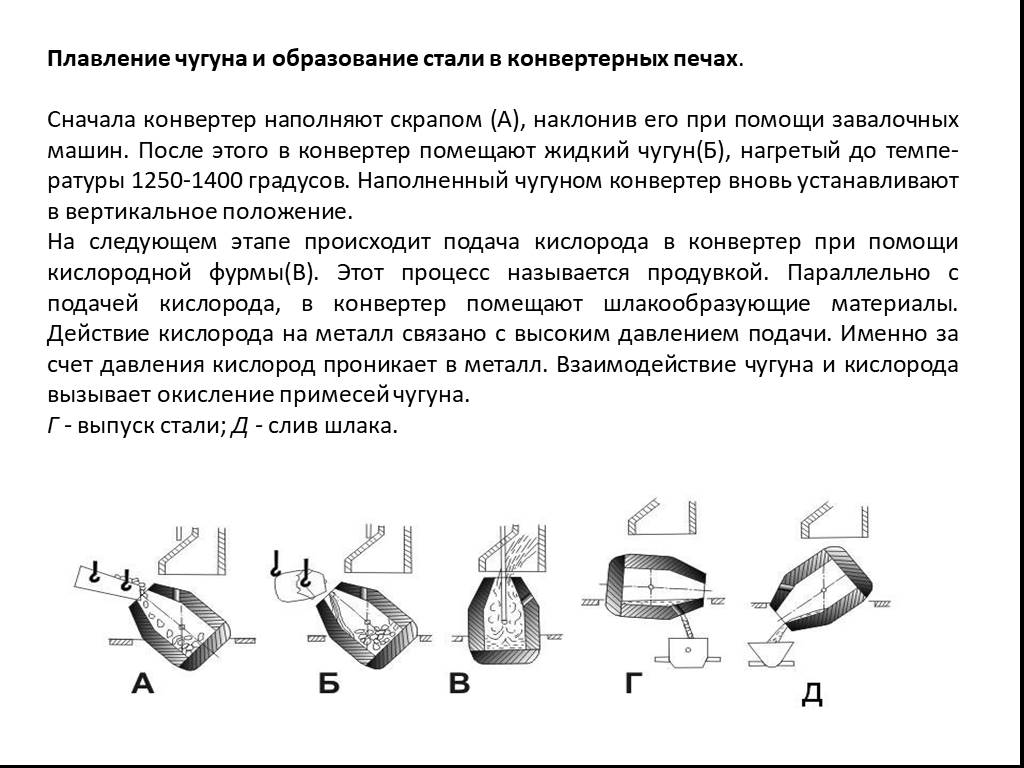 Слайд 9
Слайд 9 Слайд 10
Слайд 10 Слайд 11
Слайд 11 Слайд 12
Слайд 12 Слайд 13
Слайд 13 Слайд 14
Слайд 14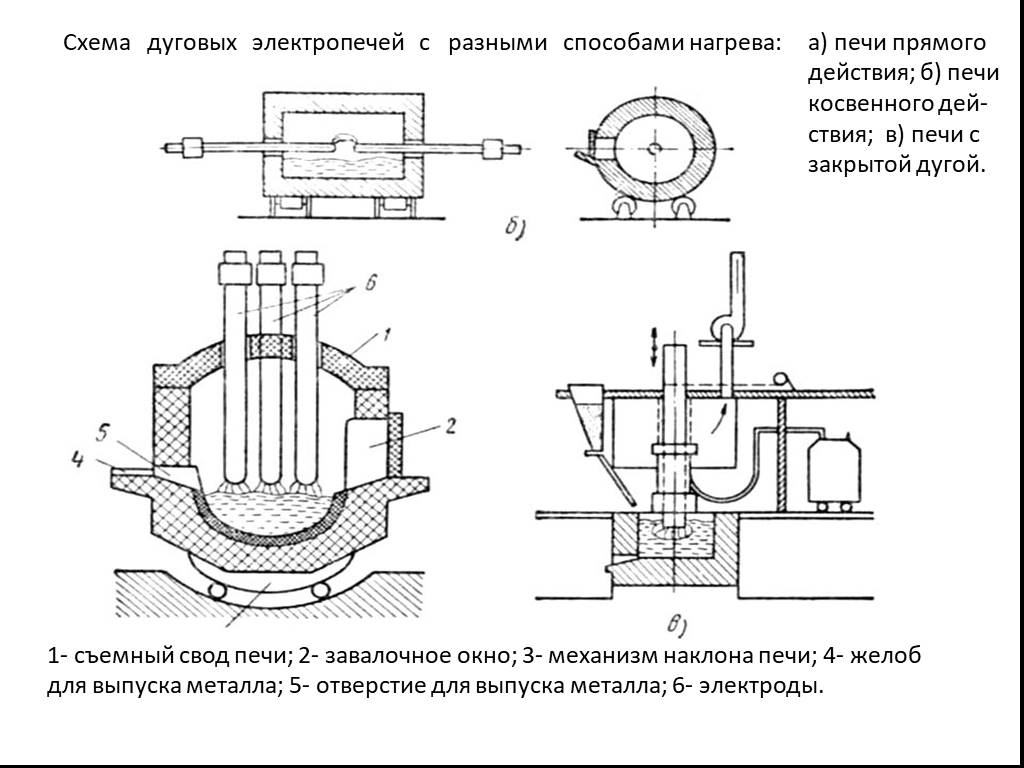 Слайд 15
Слайд 15 Слайд 16
Слайд 16 Слайд 17
Слайд 17 Слайд 18
Слайд 18 Слайд 19
Слайд 19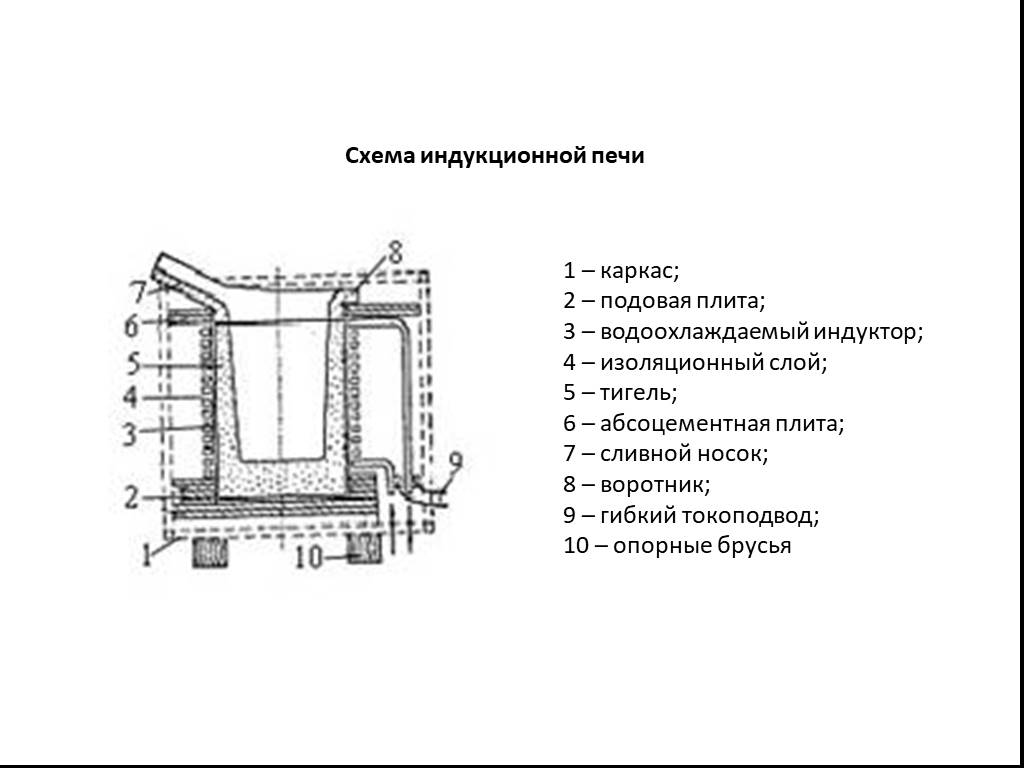 Слайд 20
Слайд 20 Слайд 21
Слайд 21 Слайд 22
Слайд 22 Слайд 23
Слайд 23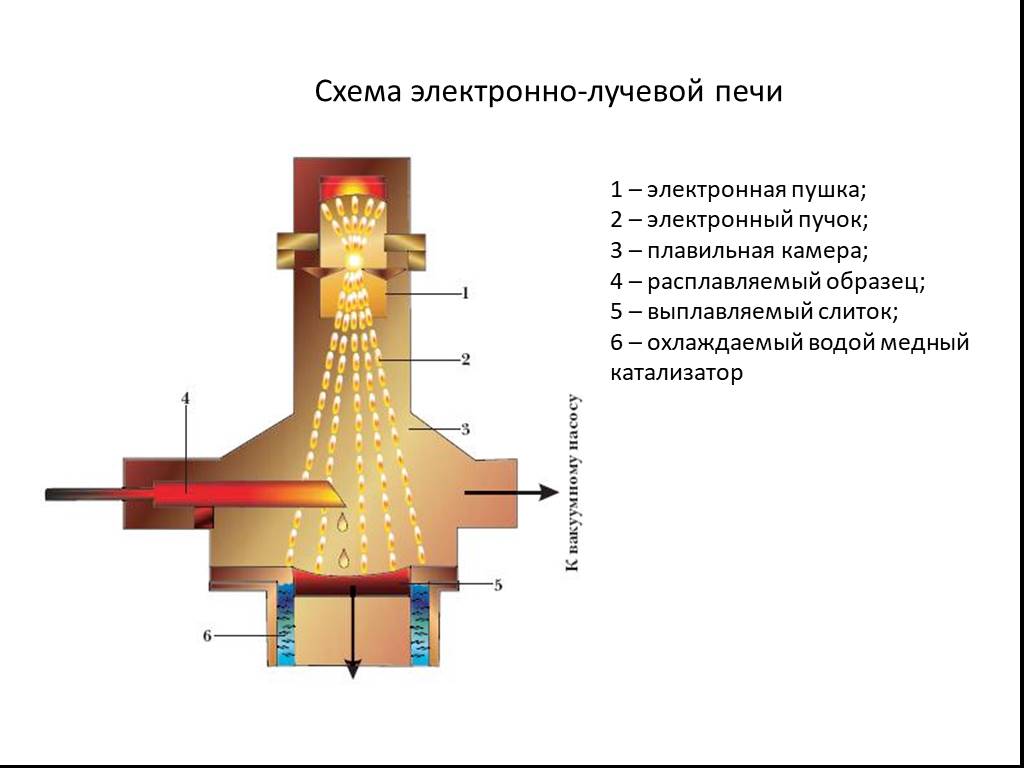 Слайд 24
Слайд 24 Слайд 25
Слайд 25





















