Презентация "Условные обозначения электродов с покрытием" (10 класс) по физике – проект, доклад
 Слайд 1
Слайд 1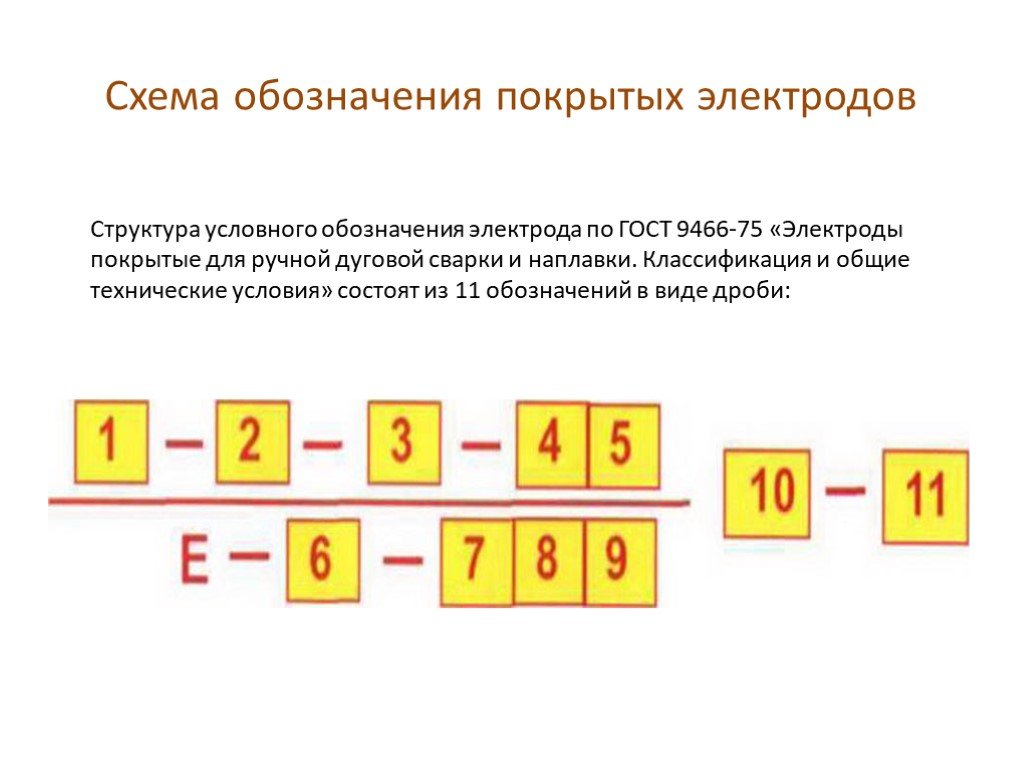 Слайд 2
Слайд 2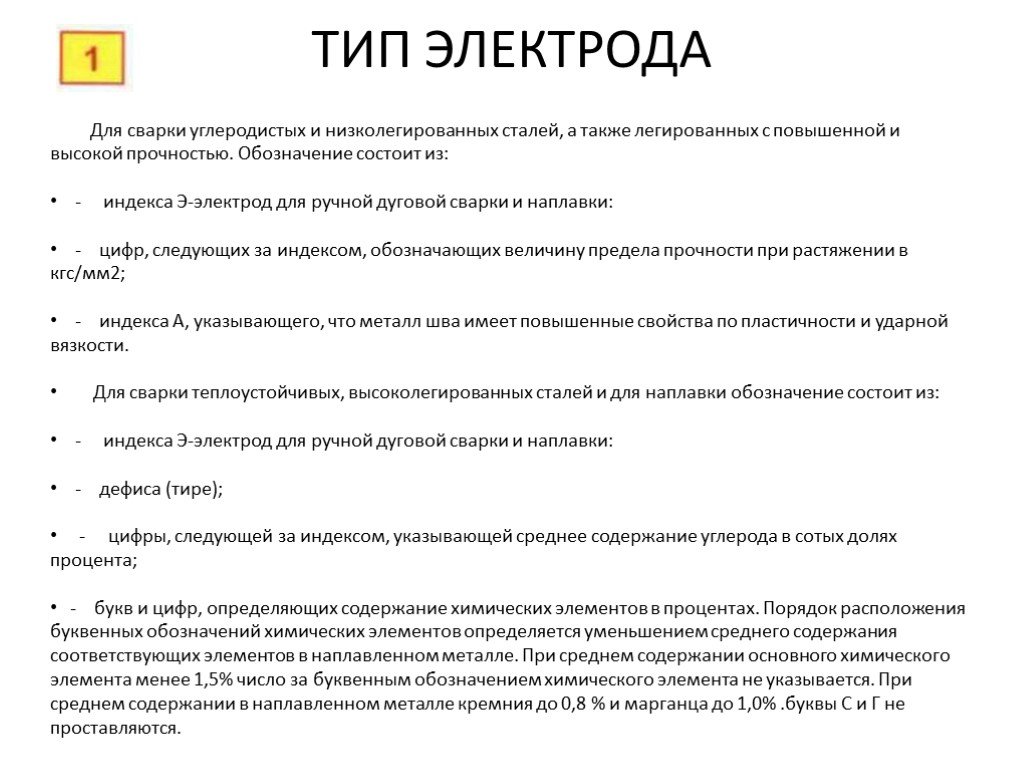 Слайд 3
Слайд 3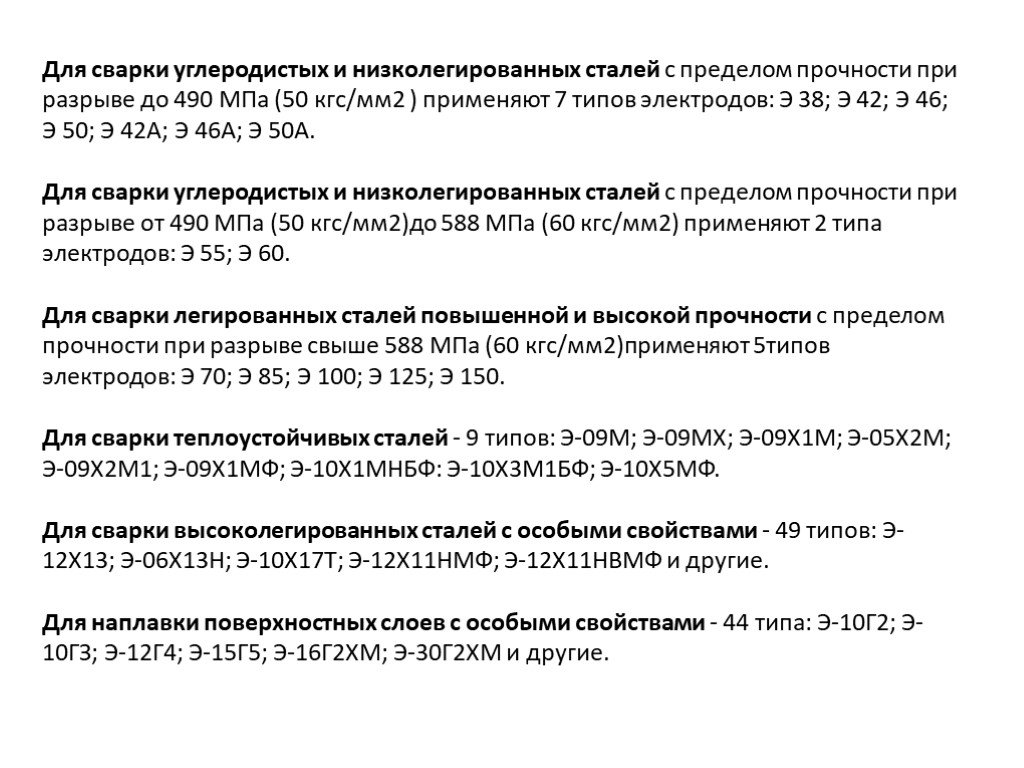 Слайд 4
Слайд 4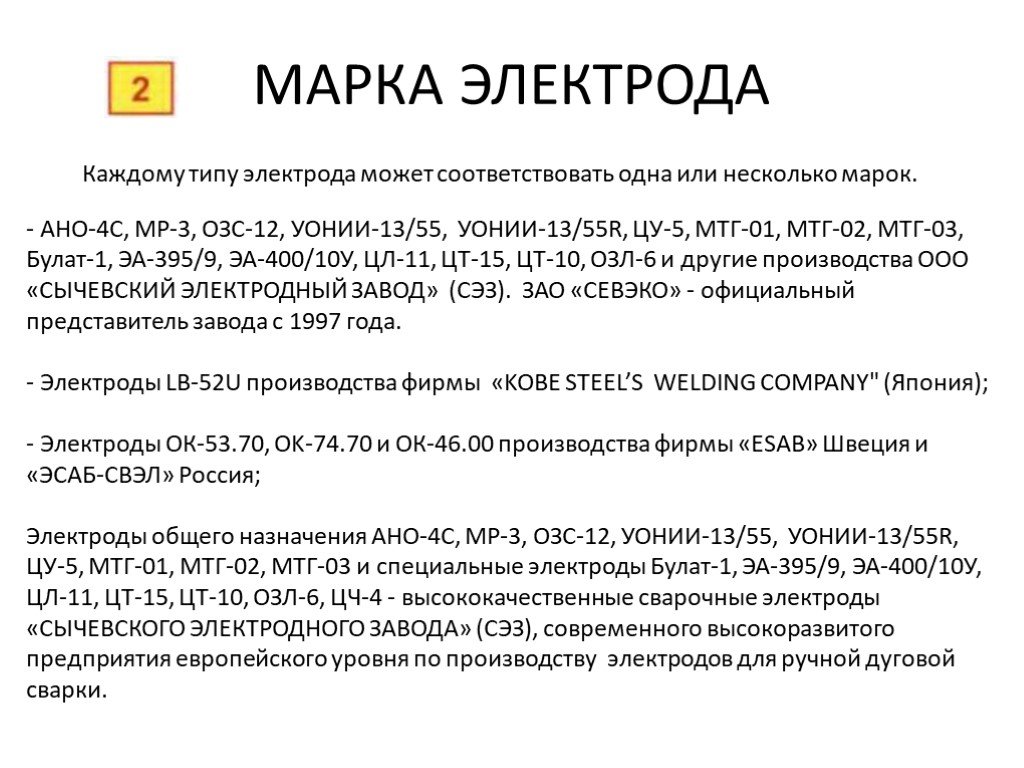 Слайд 5
Слайд 5 Слайд 6
Слайд 6 Слайд 7
Слайд 7 Слайд 8
Слайд 8 Слайд 9
Слайд 9 Слайд 10
Слайд 10 Слайд 11
Слайд 11 Слайд 12
Слайд 12 Слайд 13
Слайд 13 Слайд 14
Слайд 14 Слайд 15
Слайд 15 Слайд 16
Слайд 16Презентацию на тему "Условные обозначения электродов с покрытием" (10 класс) можно скачать абсолютно бесплатно на нашем сайте. Предмет проекта: Физика. Красочные слайды и иллюстрации помогут вам заинтересовать своих одноклассников или аудиторию. Для просмотра содержимого воспользуйтесь плеером, или если вы хотите скачать доклад - нажмите на соответствующий текст под плеером. Презентация содержит 16 слайд(ов).
Слайды презентации
Список похожих презентаций

Полупроводниковые приборы-классификация и обозначения
Введение. При использовании полупроводниковых приборов в электронных устройствах для унификации их обозначения и стандартизации параметров используются ...
Статистическая физика и термодинамика
На первый взгляд кажется, что изучение свойств любого макроскопического тела может быть сведено к решению механической задачи – нужно проследить за ...
Свет физика
В конце XVII века почти одновременно возникли две, казалось бы взаимоисключающие теории света. Они опирались на два возможных способа передачи действия ...
Радиационная физика
Часть 2: Радиационная Физика. ЦЕЛЬ. Знакомство с основами радиационной физики, дозиметрическими величинами и единицами, необходимых для выполнения ...
Поверхностное натяжение физика
Выдуйте мыльный пузырь и смотрите на него. Вы можете заниматься всю жизнь его изучением, не переставая извлекать из него уроки физики. Лорд Кельвин. ...
Мы и физика
Три закона КВНодинамики. 1 закон: Физика+Юмор=сопst. Чем больше физики, тем меньше юмора, и наоборот. 2 закон: в замкнутой системе зала, когда игрок ...
Молекулярная физика и термодинамика
Молекулярно-кинетическая теория. Молекулярно-кинетической теорией называют учение о строении и свойствах вещества на основе представления о существовании ...
Механическая работа физика
Значения слова «работа». обозначение профессии обозначение характера деятельности характеристика состояния оценка результатов труда характеристика ...
«Электромагнит» физика
2. Как располагаются железные опилки в магнитном поле прямого тока? 3. Что называют магнитной линией магнитного поля? 4. Для чего вводят понятие магнитной ...
«Сообщающиеся сосуды» физика
Цель: изучить особенности сообщающихся сосудов и сформулировать основной закон сообщающихся сосудов. Опыт с двумя трубками. Опыт с сосудами разной ...
«Световые волны» физика
Оглавление:. Принцип Гюйгенса Закон отражения света Закон преломления света Полное отражение Линза Расчёт увеличения линзы Дисперсия света Интерференция ...
«Оптические приборы» физика
Содержание. 1.Телескоп 2.Строение телескопа 3.Разновидности телескопов 4.Рефлекторы 5.Использование телескопов 6.Микроскоп 7.Создание микроскопа 8.Использование ...
«МКТ» физика
Содержание. Молекулярная физика Основы молекулярно-кинетической теории строения вещества (МКТ) Температура и внутренняя энергия тела Характеристика ...
«Механические волны» физика
Цель исследования: установить с научной точки зрения, что такое звук. Задачи исследования: 1. Изучить физическую теорию звука. 2. Исследовать историю ...
Томилин А.К. – Обобщенная электродинамика и перспективы развития новых технологий – 2013
Нарушение третьей аксиомы Ньютона при взаимодействии не параллельных токов. Рис. 1. (1) (2). Силы Ампера, действующие на элементы тока. Рис. 2. Случай ...
Компьютер и физика
Этапы внедрения компьютерных технологий в процесс обучения физике:. I этап — первоначальное накопление опыта: стихийные эксперименты, появление отдельных ...
Атомная физика
Факты, свидетельствующие о сложном строении атома. Периодическая система Д.И. Менделеева Электролиз Открытие электрона Катодные лучи Радиоактивность. ...
Молекулярная физика
Основные положения МКТ. Все вещества состоят из молекул, которые разделены промежутками. Молекулы беспорядочно движутся. Между молекулами есть силы ...
Атомная физика
План урока 1. Из истории физики 2. Модель Томсона 3. Опыт Резерфорда 4. Противоречия 5.Постулаты Бора 6.Энергетическая диаграмма атома водорода 7. ...
Молекулярная физика и термодинамика
Тепловое равновесие. Температура. Молекулярная физика и термодинамика изучают свойства и поведение макроскопических систем, т.е. систем, состоящих ...Советы как сделать хороший доклад презентации или проекта
- Постарайтесь вовлечь аудиторию в рассказ, настройте взаимодействие с аудиторией с помощью наводящих вопросов, игровой части, не бойтесь пошутить и искренне улыбнуться (где это уместно).
- Старайтесь объяснять слайд своими словами, добавлять дополнительные интересные факты, не нужно просто читать информацию со слайдов, ее аудитория может прочитать и сама.
- Не нужно перегружать слайды Вашего проекта текстовыми блоками, больше иллюстраций и минимум текста позволят лучше донести информацию и привлечь внимание. На слайде должна быть только ключевая информация, остальное лучше рассказать слушателям устно.
- Текст должен быть хорошо читаемым, иначе аудитория не сможет увидеть подаваемую информацию, будет сильно отвлекаться от рассказа, пытаясь хоть что-то разобрать, или вовсе утратит весь интерес. Для этого нужно правильно подобрать шрифт, учитывая, где и как будет происходить трансляция презентации, а также правильно подобрать сочетание фона и текста.
- Важно провести репетицию Вашего доклада, продумать, как Вы поздороваетесь с аудиторией, что скажете первым, как закончите презентацию. Все приходит с опытом.
- Правильно подберите наряд, т.к. одежда докладчика также играет большую роль в восприятии его выступления.
- Старайтесь говорить уверенно, плавно и связно.
- Старайтесь получить удовольствие от выступления, тогда Вы сможете быть более непринужденным и будете меньше волноваться.
Информация о презентации
Дата добавления:6 декабря 2018
Категория:Физика
Содержит:16 слайд(ов)
Поделись с друзьями:
Скачать презентацию









