Презентация "Методы оценки качества" – проект, доклад
 Слайд 1
Слайд 1 Слайд 2
Слайд 2 Слайд 3
Слайд 3 Слайд 4
Слайд 4 Слайд 5
Слайд 5 Слайд 6
Слайд 6 Слайд 7
Слайд 7 Слайд 8
Слайд 8 Слайд 9
Слайд 9 Слайд 10
Слайд 10 Слайд 11
Слайд 11 Слайд 12
Слайд 12 Слайд 13
Слайд 13 Слайд 14
Слайд 14 Слайд 15
Слайд 15 Слайд 16
Слайд 16 Слайд 17
Слайд 17 Слайд 18
Слайд 18 Слайд 19
Слайд 19 Слайд 20
Слайд 20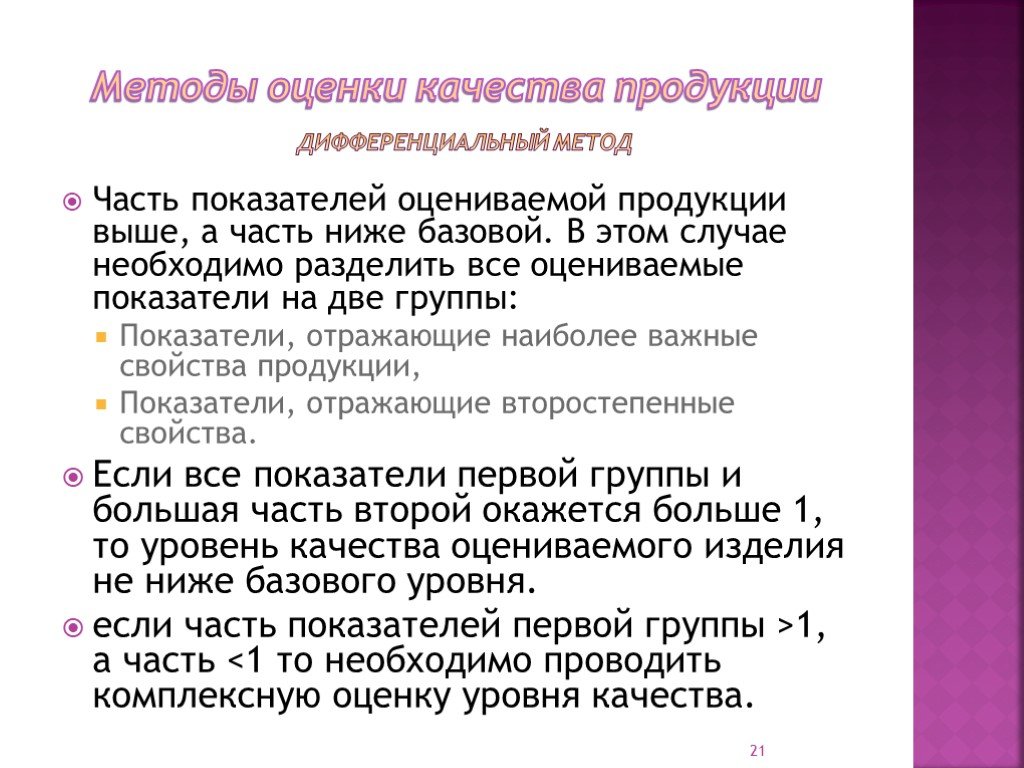 Слайд 21
Слайд 21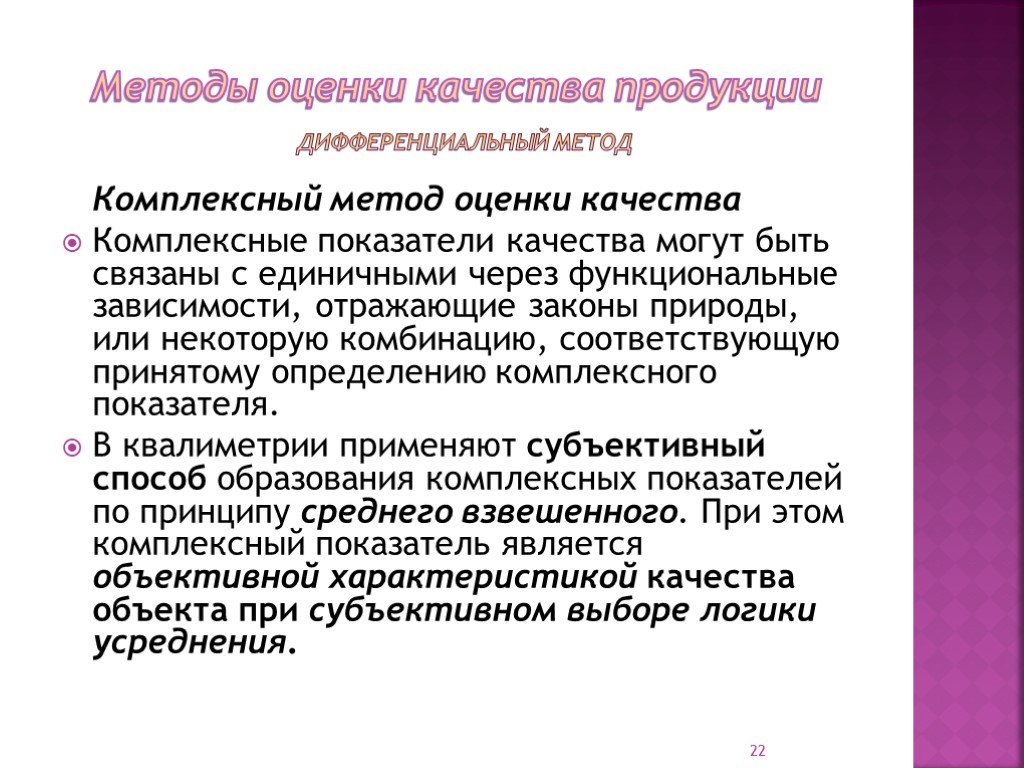 Слайд 22
Слайд 22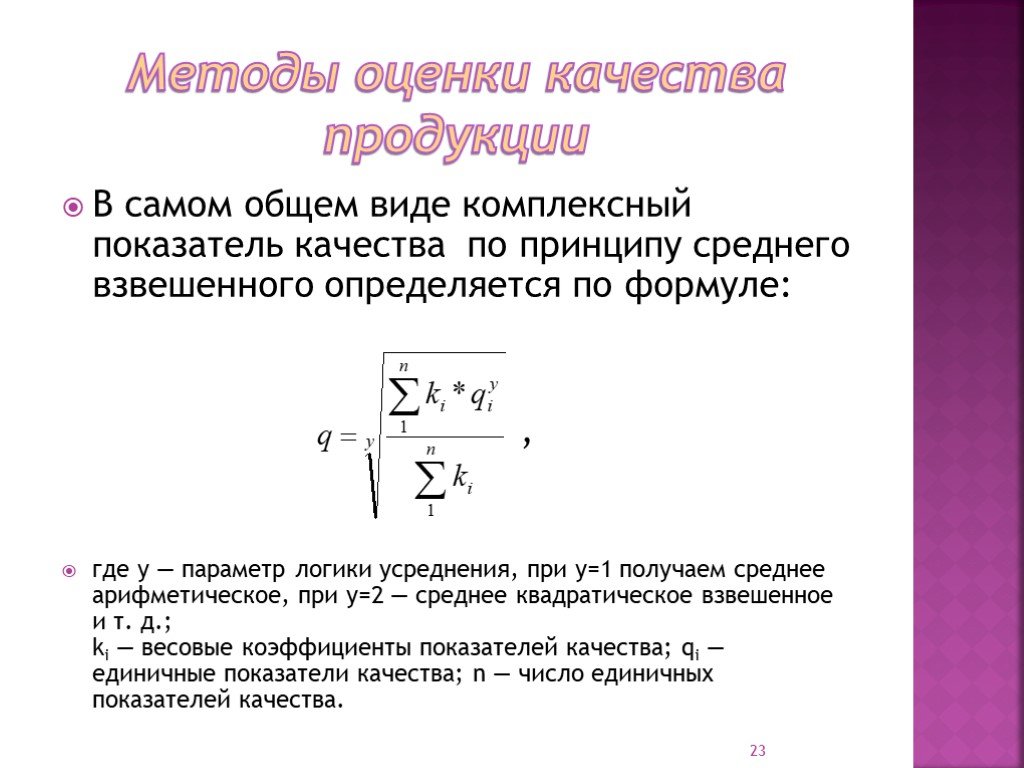 Слайд 23
Слайд 23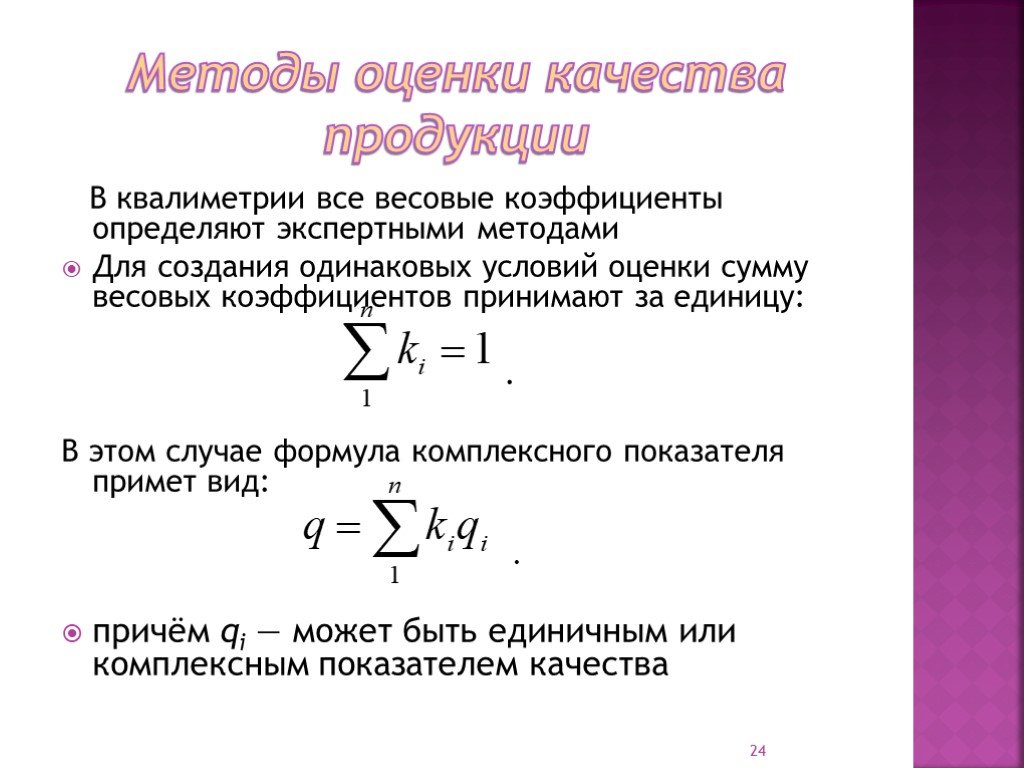 Слайд 24
Слайд 24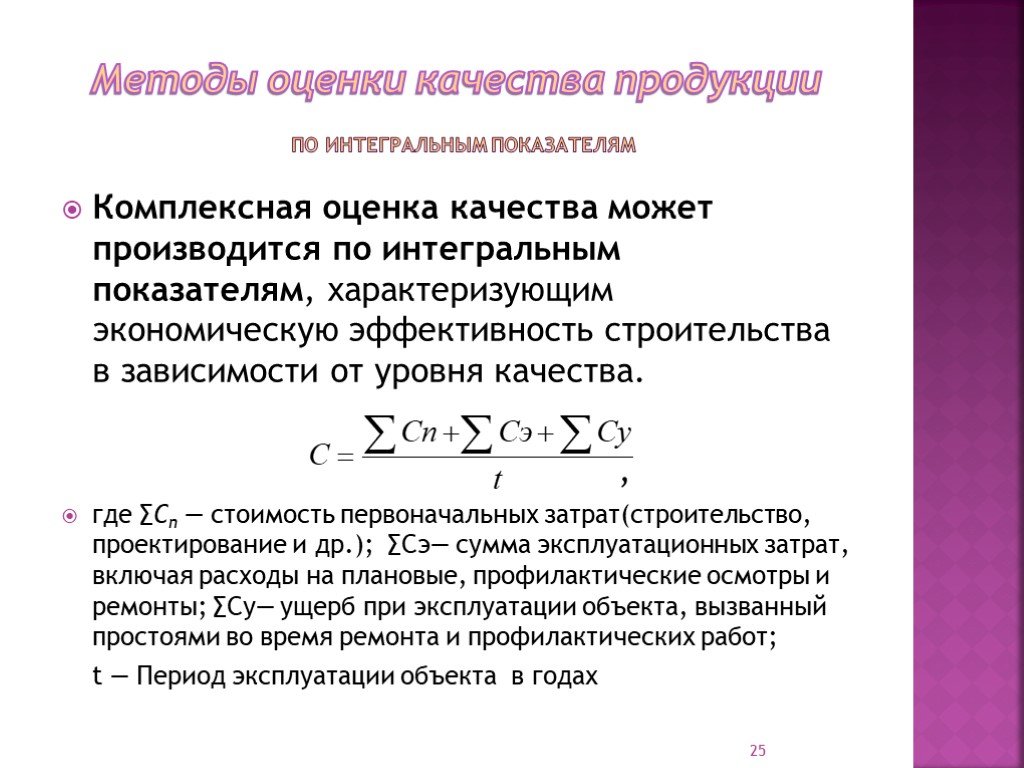 Слайд 25
Слайд 25 Слайд 26
Слайд 26 Слайд 27
Слайд 27 Слайд 28
Слайд 28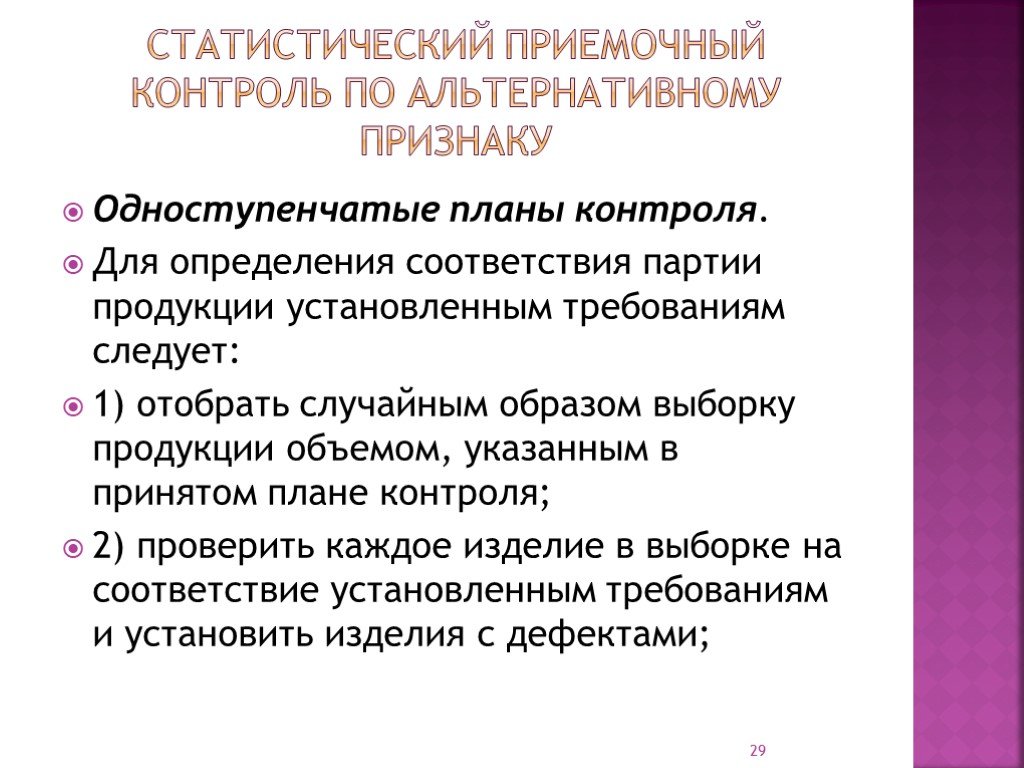 Слайд 29
Слайд 29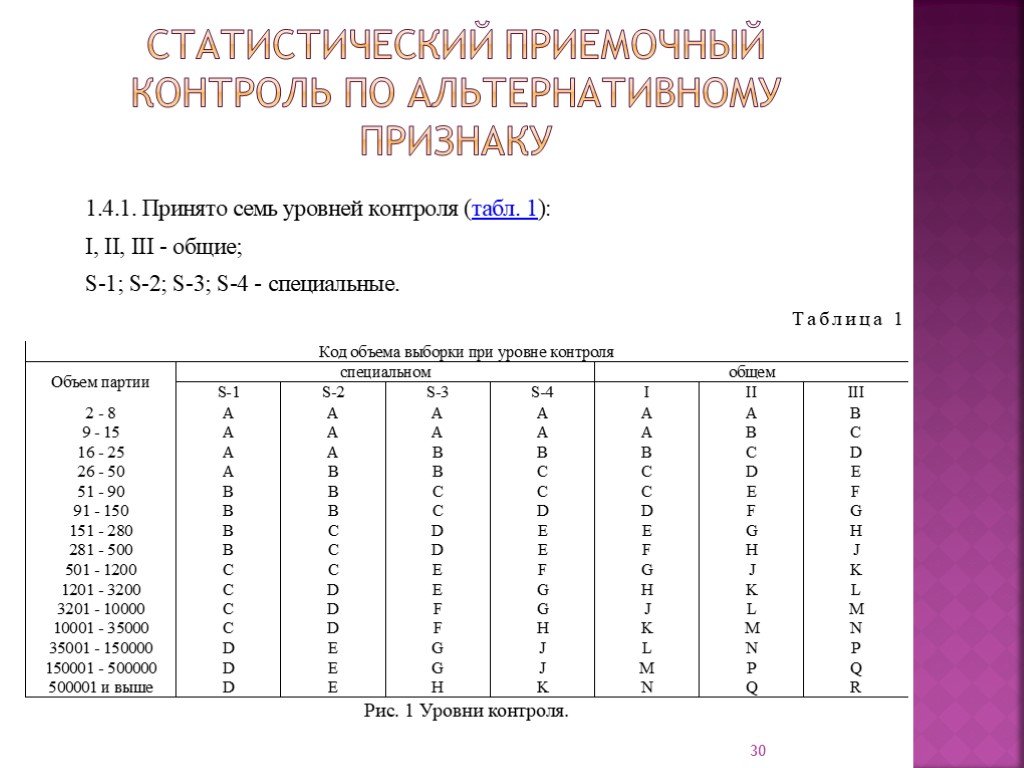 Слайд 30
Слайд 30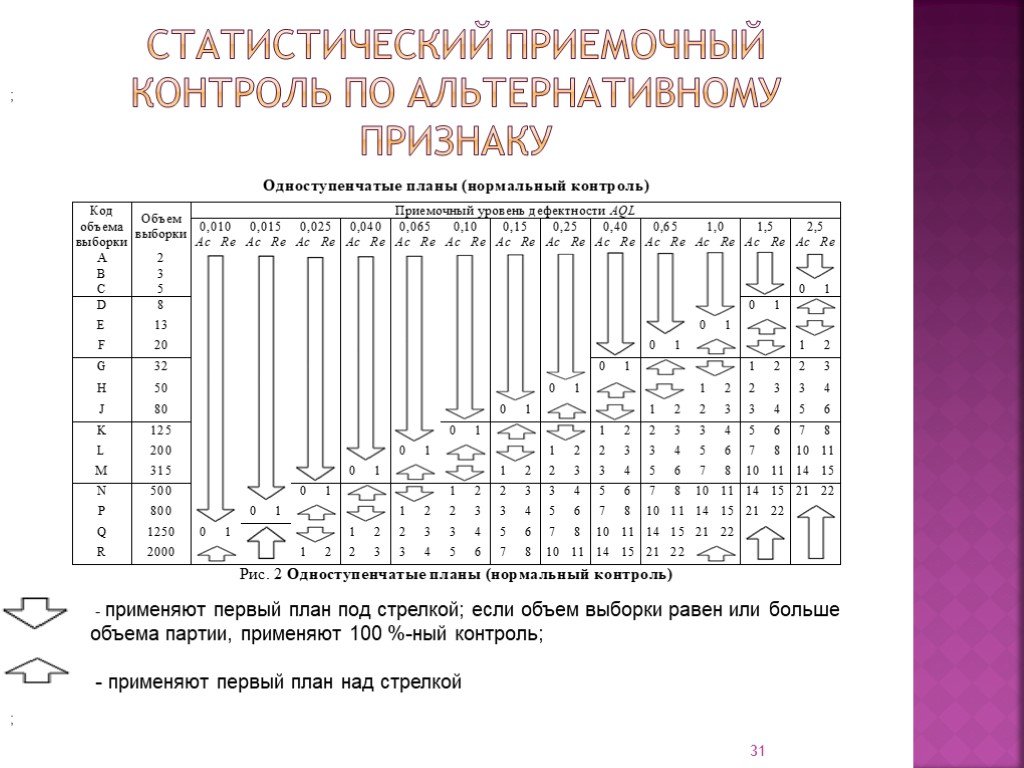 Слайд 31
Слайд 31 Слайд 32
Слайд 32 Слайд 33
Слайд 33 Слайд 34
Слайд 34 Слайд 35
Слайд 35 Слайд 36
Слайд 36 Слайд 37
Слайд 37 Слайд 38
Слайд 38Презентацию на тему "Методы оценки качества" можно скачать абсолютно бесплатно на нашем сайте. Предмет проекта: Разные. Красочные слайды и иллюстрации помогут вам заинтересовать своих одноклассников или аудиторию. Для просмотра содержимого воспользуйтесь плеером, или если вы хотите скачать доклад - нажмите на соответствующий текст под плеером. Презентация содержит 38 слайд(ов).
Слайды презентации
Список похожих презентаций

Статистические методы контроля качества
Контроль качества независимо от совершенства применяемых для этого методик предполагает прежде всего отделение хороших изделий от плохих. Естественно, ...
Тема: Методы оценки экономической эффективности инвестиций
1) Группы методов, применяемых для оценки эффективности инвестиций. Методы анализа инвестиционных проектов. динамические (учитывающие фактор времени). ...
Статистические методы контроля качества продукции
Сертификат на систему качества служит решающим фактором для заключения контракта на поставку продукции. Конкуренция Рынок. Качество продукции. Сертификация ...
Сравнительная характеристика оценки качества импортных и российских конфет
Экспертиза качества конфет в России проводится в соответствии с ГОСТ 4570-93 «Конфеты. Общие технические условия». Качество конфет оценивается с помощью ...
Методы оценки персонала
Введение. Оценка персонала – система, которая позволяет измерить результаты работы и уровень профессиональной компетентности сотрудников, а также ...
Налоговая нагрузка организации и методы ее оценки
АКТУАЛЬНОСТЬ Интерес к теме обусловлен тем, что анализ динамики, структуры, уровня налоговой нагрузки на предприятиях почти не проводится. ЦЕЛЬ: изучение ...
Методы определения показателей качества продукции
В зависимости от способа получения информации методы определения показателей качества продукции делят на:. измерительный, регистрационный, органолептический ...
Методы оценки персонала: Анкетирование и Интервьюирование
Метод анкетирования. Предполагает заполнение человеком, путем ответов на предлагаемые ему вопросы, специально разработанной формы - анкеты. Вопросы ...
Система цитокинов. Методы оценки системы цитокинов.
Ответ клетки на влияние цитокинов зависит от нескольких факторов: - от типа клеток и их исходной функциональной активности, - от локальной концентрации ...
Методы оценки ёмкости рынка
Определение понятия «Ёмкость рынка». Ёмкость рынка – параметр, который определяет возможный потенциально оборот продаж за определённый промежуток ...
Качественные методы оценки риска
Среди качественных методов оценки риска используются следующие. Метод экспертных оценок Метод мозгового штурма Синектический метод Метод Дельфи. 1. ...
Формирование независимой системы оценки качества предоставления социальных услуг в Тверской области
Основания создания и обязанность проведения независимой оценки качества работы организаций, оказывающих социальные услуги. . Оценка качества работы ...
Модель мониторингавнутришкольной системы оценки качества образования ОО
Проводимый анализ российской системы оценки качества общего среднего образования позволил выявить ряд серьезных проблем. Первая проблема касается ...
Методы практической психологии
I. Этап. Теоретический метод беседы Метод беседы -- психологический вербально-коммуникативный метод, заключающийся в ведении тематически направленного ...
Методы поиска инновационных идей и их характеристика
Инновация характеризуется, как нововведение, в области техники, технологические процессы, управление организацией, основанное на достижениях науки ...
Методика оценки коррупционных рисков
Направления организации работы методических рекомендаций. Основные понятия. Коррупция - злоупотребление служебным положением, дача взятки, получение ...
Методы АСПО в ВУЗе
«Активное социально-психологическое обучение» (АСПО). АСПО - психолого-педагогическая форма выработки и совершенствования умений и навыков взаимодействия ...
Независимая оценка качества образования: профессиональное исполнение и общественное участие
Независимая оценка качества образования. «Когда никого не боишься, можно спокойно и трезво выносить суждения о людях, не интересуясь тем, как они ...
Методы установления цен
Методика ценообразования. Система ценовых методов. Методика ценообразования — совокупность правил построения цены, отражающих специфику отраслей, ...
Методы самообезболивания в родах
Как самой снять боль при родовых схватках? Роды могут быть не просто безболезненными, но и приносящими радость и удовлетворение. В страхе перед родами ...Советы как сделать хороший доклад презентации или проекта
- Постарайтесь вовлечь аудиторию в рассказ, настройте взаимодействие с аудиторией с помощью наводящих вопросов, игровой части, не бойтесь пошутить и искренне улыбнуться (где это уместно).
- Старайтесь объяснять слайд своими словами, добавлять дополнительные интересные факты, не нужно просто читать информацию со слайдов, ее аудитория может прочитать и сама.
- Не нужно перегружать слайды Вашего проекта текстовыми блоками, больше иллюстраций и минимум текста позволят лучше донести информацию и привлечь внимание. На слайде должна быть только ключевая информация, остальное лучше рассказать слушателям устно.
- Текст должен быть хорошо читаемым, иначе аудитория не сможет увидеть подаваемую информацию, будет сильно отвлекаться от рассказа, пытаясь хоть что-то разобрать, или вовсе утратит весь интерес. Для этого нужно правильно подобрать шрифт, учитывая, где и как будет происходить трансляция презентации, а также правильно подобрать сочетание фона и текста.
- Важно провести репетицию Вашего доклада, продумать, как Вы поздороваетесь с аудиторией, что скажете первым, как закончите презентацию. Все приходит с опытом.
- Правильно подберите наряд, т.к. одежда докладчика также играет большую роль в восприятии его выступления.
- Старайтесь говорить уверенно, плавно и связно.
- Старайтесь получить удовольствие от выступления, тогда Вы сможете быть более непринужденным и будете меньше волноваться.
Информация о презентации
Дата добавления:14 мая 2019
Категория:Разные
Содержит:38 слайд(ов)
Поделись с друзьями:
Скачать презентацию









