Слайд 1ОСНОВЫ УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ
Основные элементы управления производством
Слайд 2Основными элементами управления производством являются:
- разработка производственных программ и планирование использования производственных мощностей; - управление запасами; - оперативное управление производством; - управление качеством; - управление складским хозяйством.
Слайд 3Типы производств и их планировок
- единичное (проектное); - серийное; - маccовое.
Слайд 4Единичное производство - форма организации производства, при которой различные виды продукции изготавливаются в одном или нескольких экземплярах (штучный выпуск). Каждая единица конечной продукции уникальна по конструкции, выполняемым задачам и другим важным признакам.
Слайд 5Серийное производство - форма организации производства, для которой характерен выпуск изделий большими партиями (сериями) с установленной регулярностью выпуска. Характеризуется постоянством выпуска довольно большой номенклатуры изделий.
Слайд 6Мелкосерийное производство является переходным от единичного к серийному. Выпуск изделий может осуществляться малыми партиями. В настоящее время в машиностроении одним из конкурентных факторов стала способность фирмы изготовлять уникальное, зачастую повышенной сложности оборудование малой партией по спецзаказу покупателей. Внедрение компьютеризации позволяет повысить гибкость производства и внести в мелкосерийное производство черты поточного производства.
Слайд 7Крупносерийное производство является переходной формой к массовому производству. В крупносерийном производстве выпуск изделий осуществляется крупными партиями в течение длительного периода. Обычно предприятия этого типа специализируются на выпуске отдельных изделий или комплектов по предметному типу.
Слайд 8Массовое производство - форма организации производства, характеризующуюся постоянным выпуском строго ограниченной номенклатуры изделий, однородных по назначению, конструкции, технологическому типу, изготовляемых одновременно и параллельно. Отдельные единицы выпускаемой продукции не отличаются друг от друга (могут быть только незначительные отличия в характеристиках и комплектации). Время прохождения единицы продукции через систему относительно мало: оно измеряется в минутах или часах. Число наименований изделий в месячной и годовой программах совпадают.
Слайд 9Массовое производство. Для изделий характерна высокая стандартизация и унификация их узлов и деталей. Массовое производство характеризуется высокой степенью комплексной механизации и автоматизации технологических процессов. Массовый тип производства типичен для автомобильных заводов, заводов сельскохозяйственных машин, предприятий обувной промышленности и др.
Слайд 10Типы планировок производств
При пооперационной функциональной планировке производственные ресурсы группируют по признаку выполняемой работы. Выделяются определенные участки для различных видов обслуживания (участок двигателей, участок кузовных работ и т.д.). Может применяться в мелкосерийном производстве. При таком типе планировки возникают проблемы, связанные с минимизацией транспортных операций.
Слайд 11При фиксированной позиционной планировке изготавливаемое изделие неподвижно, а производственные ресурсы подаются по мере необходимости. Такая планировка используется при реализации различных проектов (строительных, например). Эта планировка носит временный характер и сохраняется до окончания работы над проектом.
Слайд 12Для массового производства характерна линейная или поточная планировка, где каждое выпускаемое изделие фактически проходит одни и те же операции обработки. Поточное производство характеризуется расчленением производственного процесса на отдельные относительно короткие операции, выполняемые на специально оборудованных, последовательно расположенных рабочих местах - поточных линиях.
Слайд 13Производственная мощность
Производственная мощность - максимально возможный выпуск продукции при полном использовании имеющегося на предприятии производственного аппарата. Производственную мощность определяют исходя из структуры производственной программы и установленного режима сменности. Производственная мощность определяется как сумма величин производственных мощностей по выпуску каждого конкретного вида продукции.
Слайд 14Производственная мощность предприятия - это максимально возможный выпуск продукции за единицу времени в натуральном выражении в установленных планом номенклатуре и ассортименте, при полном использовании производственного оборудования и площадей, с учетом применения передовой технологии, улучшения организации производства и труда, обеспечения высокого качества продукции.
Слайд 15Производственная мощность (ПМ) определяется по формуле:
где Q – количество продукции, изготовленной на оборудовании за один станко-час; Ф – годовой фонд времени работы оборудования в одну смену с учетом его среднего возраста (час); К см - коэффициент сменности; n – число единиц оборудования.
Слайд 16Пример: В цехе при 2-х сменном режиме работают 5 токарных станков с возрастом 10 лет. В течение часа, каждый станок изготавливает 3 детали. Производственная мощность равна – 3х1730х2х5 = 51900 деталей в год.
Слайд 17Основные элементы производственной мощности предприятия:
- состав оборудования и его количество по видам; - технико-экономические показатели использования машин и оборудования; - фонд времени работы оборудования; - производственная площадь предприятия (основных цехов).
Слайд 18Расчеты производственной мощности проводятся для обоснования производственной программы, поэтому в них учитываются те факторы, которые оказывают влияние и на выполнение производственной программы. Расчеты производственной мощности и программы не совпадают, так как производственная мощность рассчитывается, исходя из оптимального сочетания элементов производства и наиболее эффективного их использования.
Слайд 19Входная мощность - это мощность на начало планируемого периода, обычно на начало года. Выходная мощность - это мощность на конец планового периода, которая определяется по формуле:
где М н – мощность на начало периода; М ввод - мощность, вводимая в плановом периоде; М выбывшая - мощность, выбывшая в течение года; М- прирост мощности по организационно-техническим причинам.
Слайд 20Средняя годовая мощность рассчитывается по следующим формулам:
где М н – начало года; М в - мощность введенная; М л - мощность ликвидирования; n1 и n2 – количество полных месяцев с момента ввода мощностей в действие до конца года и с момента выбытия до конца года.
Слайд 21Проектная мощность – это максимум мощности, который достигается в идеальных условиях. Ожидаемая мощность составляет 92% от проектной мощности и характеризует эффективность мощности или ее использование.
Слайд 22Эффективность мощности определяется по формуле:
Эффект – это величина фактического выхода продукции к эффективности мощности и определяется по формуле:
где Q - фактический объем продукции.
Слайд 23Нормативная мощность это максимум мощности на отобранных производствах, которая всегда ниже или эквивалентна проектной мощности. Нормативная мощность определяется как произведение трех сомножителей – проектной мощности, коэффициента использования и эффекта.
Слайд 24Пример. Кондитерская фабрика имеет 3 линии производственного поточного оборудования с эффектом 92% и коэффициентом использования мощности 85%. В апреле каждая линия работала в 3 смены по 8 часов. Каждая линия спроектирована на выпуск изделий 25 кг/час. Нормативная мощность равна: ( 3 х 3 х 30 х 8 х 25 ) х 0,85 х 0,92 = 42,248т
Слайд 25При расчете производственной мощности руководствуются следующими правилами: - учитывать все установленное оборудование кроме резервного; - учитывать эффективно - максимально возможный фонд рабочего времени с учетом возраста оборудования; - применять передовые технические нормативы; - обеспечить полную загрузку оборудования; - исключить простои оборудования.
Слайд 26Производственная мощность предприятия увеличивается в результате: - ввода в действие новых производственных мощностей, создаваемых за счет капитальных вложений, расширения и реконструкции действующих цехов; - изменения номенклатуры и ассортимента продукции и уменьшения станкоемкости продукции.
Слайд 27К группе технических факторов относятся: - количественный состав оборудования, его структура; - качественный состав - (уровень прогрессивности используемого оборудования, насыщенность автоматическими станками, автоматизированными поточными линиями); - возрастной состав оборудования с учетом морального износа; - степень прогрессивности действующих технологических процессов; - степень прогрессивности применяемых видов технологической оснастки.
Слайд 28К группе организационных факторов относятся: степень специализации, концентрации, кооперирования, комбинирования, оптимизации производственной программы, уровень организации производства, труда, управления.
Слайд 29Производственная мощность рассчитывается по всем видам оборудования, закрепленного за основными цехами. В расчет принимается все установленное оборудование, кроме резервного.
Слайд 30
Слайд 31При формировании производственной мощности учитываются: номенклатура, ассортимент, качество продукции, парк основного технологического оборудования, эффективный годовой фонд времени работы, размер производственных площадей.
Слайд 32Число единиц оборудования, необходимого для выполнения производственной программы, определяется по формуле:
где: П г - годовая программа выпуска изделий по плану, шт. t шт – время обработки изделия на i - операции, мин. Ф д - располагаемый фонд времени работы оборудования в плановом году, час.
Слайд 33Ф д - рассчитывается по формуле: Ф д = (Дк – Двых – Дпр ) х Tсм х Ксм х ( 100 – Кппр) : 100, где: Дк – календарное количество дней в году; Двых – количество выходных дней в году; Дпр – количество праздничных дней; Ксм - количество в день рабочих смен; Tсм – 8 час. Продолжительность с учетом регламентированных перерывов; Кппр – коэффициент потерь времени на проведение планово-предупредительного ремонта оборудования (3%).

Слайд 34В плановом периоде цеху установлено задание выполнить по 220000 операций на пяти различных видах станков. Трудоемкость операции на первом станке - 6 мин., на втором - 2 мин., на третьем - 1 мин., на четвертом - 3 мин., на пятом - 4 мин. Тогда получаем, что для выполнения производственной программы цеху необходимо иметь 16 ед. оборудования: Qp1=22000 х 6/(3911 Ч 60)=5.62ед. Qp2=22000 х 2/(3911 Ч 60)=1,8 ед. Qp3=22000 х 1/(3911 Ч 60)=0,93 ед. Qp4=22000 х 3/(3911 Ч 60)=2,81 ед. Qp5=22000 х 4/(3911 Ч 60)=3,75 ед. Принятое количество рабочих мест (Q pi ) равно ближайшему целому числу при округлении Q pi . Итого количество рабочих мест: 6+2+1+3+4=16ед.

Слайд 35Загрузка производственной мощности
Показатели рассчитываются в такой последовательности: 1. Проводят наиболее рациональное размещение видов работ по группам взаимозаменяемого оборудования; 2. Определяют перспективные нормы затрат времени на единицу каждого вида изделий по группам оборудования и по рабочим местам. 3. Определяют расчет пропускной способности оборудования (Р) по формуле:
где Фд - фонд времени работы одного станка; С - число станков в группе;
 как произведение нормы времени на изготовление одной детали с учетом выполнения норм выработки на годовую производственную программу; б) как загрузка в станко-часах по вс")
Слайд 364. Определяют загрузку оборудования с учетом производственной программы. Загрузка оборудования рассчитывается двумя способами: а) как произведение нормы времени на изготовление одной детали с учетом выполнения норм выработки на годовую производственную программу; б) как загрузка в станко-часах по всей номенклатуре. 5. Сопоставляя загрузку (3) оборудования с пропускной способностью, получают избыток или дефицит станко-часов по группам оборудования и определяют коэффициент загрузки. Если Р - 3 >0, то производственную программу можно увеличить, т.к. производственные мощности не загружены полностью (недогружены). Если Р - 3 < 0, то это означает, что часть производственной программы на данной группе оборудования невозможно выполнить. Возможен идеальный вариант, когда Р – 3 = 0.

Слайд 37Отсюда следует, что на предприятии можно управлять спросом на продукцию через производственную мощность. Если спрос превышает мощности предприятия, т.е. невозможно выполнить производственную программу, то такое несоответствие регулируется через повышение цен на продукцию или аренду оборудования. Если на предприятии имеется излишек мощности, то это существенно отразится на себестоимости и цене продукции ( цена будет завышена и продукция может стать неконкурентоспособной).

Слайд 38Для разрешения и устранения подобной ситуации менеджер может принимать решения: - для сглаживания или приведения в соответствие наличия мощности и реализации производственной программы: увеличивается коэффициент сменности, сокращаются простои и непроизводственные расходы; - выравнивание мощности и производственной программы проходит через покупку, продажу или лизинг оборудования; - выравнивание мощности и производственной программы может проходить через проектирование новой продукции, а также путем циклических и сезонных колебаний спроса.
Слайд 39Под оптимизацией понимается мощность, при которой номенклатура, ассортимент, объем выпускаемой продукции обеспечивают максимальную загрузку оборудования. Ограничениями оптимизации производственной мощности являются: 1) суммарное время изготовления всех изделий на 1-й группе оборудования; 2) искомая производственная мощность выпуска изделий 1-го вида не должна быть меньше запланированной.
 Коэффициентом фактического (планового) использования производственной мощности (К и.м. ), который определяется по формуле: К и.м. = П / Mгодов. , где П – фактическая (плановая) продукция в натуральном или стоимост")
Слайд 40Уровень использования производственной мощности измеряется следующими показателями: 1) Коэффициентом фактического (планового) использования производственной мощности (К и.м. ), который определяется по формуле: К и.м. = П / Mгодов. , где П – фактическая (плановая) продукция в натуральном или стоимостном выражении; M годов. - средняя годовая мощность фактическая (плановая) в тех же единицах измерения, что и объем продукции. 2) Коэффициентом загрузки оборудования (К з.о). Этот показатель выявляет излишнее или недостающее оборудование. Определяется по формуле: К з.о =фактический фонд времени (в станко-часах)/располагаемый фонд времени (в станко-часах)
 каждой операции (передела) от запланирован")
Слайд 41Особое место в организации производственного процесса занимают различные принципы: пропорциональность, непрерывность, параллельность, ритмичность. Степень пропорциональности производства характеризуется величиной отклонения пропускной способности (мощности) каждой операции (передела) от запланированного ритма выпуска продукции. Пропорциональность производства исключает перегрузку одного оборудования, т.е. возникновения «узких месть», и недоиспользование мощности другого оборудования. Пропорциональность - принцип, выполнение которого обеспечивает равную пропускную способность разных рабочих мест одного процесса

Слайд 42Производственный процесс изготовления деталей состоит из 4 операций, в цехе установлены 4 станка с различной мощностью.
Общая пропускная способность технологической цепочки - 6 деталей в смену. Третье рабочее место является "узким", использование фрезерного станка составляет 40%, двух других - 50%.Что необходимо предпринять для дозагрузки рабочих мест? Необходимо приобрести токарный станок с такой же мощностью, тогда мощность будет составлять 12 штук деталей. Фрезерный станок недогружен, поэтому необходимо догрузить его другой деталью: 480:15=32мин.; 32 мин. х 12=384 мин. 480-384=96 мин. (96:480) х 100=20%.
Слайд 43Непрерывность производства рассматривается в двух аспектах: непрерывного участия в процессе производства предметов труда – сырья и полуфабрикатов и непрерывной загрузки оборудования.
Слайд 44Степень непрерывности производственного процесса может быть охарактеризована коэффициентом непрерывности (Кн) исчисленный по формуле:
где Т ц. тех – длительность технологической части производственного цикла, Т ц. – продолжительность полного производственного цикла.
Слайд 45Характерной особенностью принципа параллельности является реализация на всех уровнях производственного процесса. Под параллельностью понимается одновременное выполнение отдельных частей производственного процесса применительно к разным частям общей партии деталей. Параллельность в выполнении основных и вспомогательных элементов операции заключается в совмещении времени машинной обработки со временем установки и съема деталей, контроля параметров, загрузки и выгрузки агрегата с основным технологическим процессом.
Слайд 46Уровень параллельности производственного процесса можно исчислить по формуле:
где n- количество переделов, Т пр. ц. – длительность производственного цикла при параллельном движении, Т ц. – фактическая его длительность.
Слайд 47Ритмичность - принцип рациональной организации процессов, характеризующий выпуск продукции в каждом отрезке времени в точном соответствии с установленными на этот отрезок плановыми заданиями.
Слайд 48Сменный плановый и фактический выпуск деталей цехом характеризуется следующими данными.
Слайд 49Оперативное руководство производством
Слайд 50Календарное планирование состоит в оптимальном упорядочении во времени множества работ, выполняемых на заданном оборудовании. Календарное планирование является основной сферой практического приложения теории расписаний, представляющей собой систему качественных и вычислительных методов, позволяющих упорядочить во времени использование системы машин для обработки некоторого множества изделий. При этом должны быть упорядочены определенные технологические условия и обеспечено достижение оптимального значения заранее заданного критерия качества расписания.

Слайд 51Выделяют 2 группы критериев оптимальности: 1. В зависимости от заданных сроков готовности: - минимизация отставания от заданных сроков; - минимизация издержек, связанных с невыполнением работы в срок; - минимизация числа отстающих работ. 2. В зависимости от общей продолжительности обработки изделий: - минимизация продолжительности календарного графика; - минимизация простоев станков или пролеживания деталей; - максимизация некоторого показателя использования оборудования; - минимизация издержек на незавершенное производство и т. д.
, стрелки означают работы; цифры над ними называются временными оценками (они показывают ориентированную продо")
Слайд 52Сетевые графики представляют цепи работ и событий, отражая их технологическую последовательность и связь. В кружках указаны номера событий (результатов выполнения одной или нескольких работ), стрелки означают работы; цифры над ними называются временными оценками (они показывают ориентированную продолжительность работ). Реальные сетевые графики содержат сотни и даже тысячи работ и событий. Они могут приобретать вид таблицы (так называемое цифровое представление сети). Методы и программы расчетов по сетевым графикам стандартны.

Слайд 53Критический путь - это непрерывная последовательность работ и событий от начального до конечного события, требующая наибольшего времени для ее выполнения. Путь наибольший по длине, определяет общую продолжительность изготовления изделия. Как бы быстро не были завершены работы, лежащие на других путях, все равно придется дожидаться окончания первого (критического). Разница между продолжительностью критического пути и продолжительностью любого другого пути называется резервным временем пути. Резерв времени события показывает, на какой предельно допустимый период можно задержать свершение этого события, не увеличивая при этом общий срок создания объекта.
Слайд 54В качестве инструмента оперативного планирования и управления производством могут использоваться учетно-плановые графики Ганта (циклограммы). Они позволяют наглядно представить соотношение времени выполнения работ в планируемом периоде, загрузку оборудования.
Слайд 56Диспетчеризация (диспетчерский контроль) система централизованного контроля и управления производственными процессами, осуществляемого диспетчером из центрального пункта при помощи технических средств связи, сигнализации, телемеханики и автоматики. Его цель состоит в обеспечении равномерного и комплектного выполнения плана. Особое значение для ритмичного хода производства имеют функции предупредительного контроля отклонений от установленного графика.

Слайд 57Диспетчеризация включает: - непрерывный учет и текущую информацию о фактическом ходе работ по выполнению установленного графика; - принятие оперативных мер по предупреждению и устранению отклонений от плана; - выявление и анализ причин отклонений; - координацию текущей работы взаимосвязанных звеньев производства в целях обеспечения ритмичного хода работы по установленному графику; - организационное руководство оперативной подготовкой всего необходимого для выполнения сменно-суточных заданий и календарных графиков производства.

Слайд 58В разных типах производства конкретное содержание диспетчерского руководства имеет ряд существенных особенностей. В единичном производстве основным объектом диспетчерского контроля за ходом производства являются сроки выполнения важнейших работ по отдельным заказам. Диспетчерский контроль осуществляется в этих условиях применительно к разработанным сетевым графикам выполненных заказов. В условиях серийного производства главным объектом диспетчерского наблюдения являются установленные по плану сроки запуска и выпуска партий заготовок и деталей на всех участках производства, а также состояние складских заделов заготовок и степень комплектной обеспеченности сборочных работ в соответствии с графиком.
В условиях массового производства диспетчерское наблюдение должно быть направлено на проверку соблюдения установленного такта работы поточных линий и норм заделов на всех стадиях производственного процесса. Такой контроль осуществляется, как правило, с помощью суточных и часовых графиков работы.

Слайд 59Основы управления запасами
Слайд 60Понятие и виды запасов
Для обеспечения непрерывного и эффективного функционирования любого предприятия необходимо располагать материальными запасами. Запасы – один из наиболее дорогих активов большинства предприятий, которые составляют значительную часть (до 40%) капиталовложений, и поэтому представляют один из факторов, определяющих политику предприятия и воздействующих на уровень управления в целом.
Слайд 61Запасы - это материальные ценности, выключенные на некоторое время из процесса непосредственного потребления независимо от того, какую они имеют форму и в каких звеньях товаропроизводящей сети находятся. Для производственных предприятий целесообразно пользоваться термином «производственные запасы ». Производственные запасы – материальные ресурсы, не вступившие в процесс производственной переработки.
Слайд 62Факторы, обусловливающие необходимость создания материальных запасов: - дискретность поставок и выпуска продукции; - случайные колебания в спросе между поставками; - колебания в сезонном спросе.
Слайд 63Цели создания материальных запасов: - образование определенного буфера между последовательными поставками сырья, материалов, комплектующих и снижение общей суммы ежегодных затрат на их управление; - своевременное обеспечение подразделений предприятия необходимыми видами ресурсов требуемого количества и качества; - повышение производительности труда, обеспечение ритмичности процесса.
Слайд 64Функции материальных запасов: - функция накопления; - функция защиты от изменения инфляции и цен; - функция управления запасами с изменением величины заказа.
Слайд 65Функция накопления. Когда снабжение или спрос на какой-либо ресурс нерегулярны, поддержание достаточного уровня запасов обеспечивают нормальный ход производства и ритмичный выпуск продукции. Функция защиты от инфляции. Запасы могут быть защитой против изменения цен и инфляции. Размещая наличность в банке, предприятие способно получить прибыль, однако ценность запаса может расти быстрее, чем деньги, помещенные в банк. Таким образом, запасы могут выполнять функцию хороших инвестиций. Функция управления запасами с изменением величины заказа - это получение преимуществ в зависимости от величины дисконтов. Большинство поставщиков предлагают скидки (дисконты) при больших заказах. Закупка больших количеств может по существу, снизить стоимость продукции.
; - незавершенное производство (полуфабрикаты и комплектующие); - готовую продукцию. Запасы исходных материалов, закупленных комплектующих деталей и расходуемых материалов предназначаются для цехов первич")
Слайд 66Виды запасов в зависимости от природы их возникновения: - исходные материалы (сырье и материалы); - незавершенное производство (полуфабрикаты и комплектующие); - готовую продукцию. Запасы исходных материалов, закупленных комплектующих деталей и расходуемых материалов предназначаются для цехов первичной обработки и служат для создания буфера между объемом закупок и объемом их потребления в производстве; позволяют путем снижения периодичности заказов пользоваться торговыми скидками для больших партий. Запасы незавершенного производства (полуфабрикаты и комплектующие) создают определенный буфер между последовательными производственными операциями; они разделяют различные стадии производства таким образом, что остановка процесса на какой-либо стадии не приведет к немедленной остановке всех последующих операций производственной линии. Запасы готовой продукции поступают из выпускающих (сборочных) цехов, отправляются заказчикам и являются буфером между производительностью операционной системы и скоростью отгрузки или продажи продукции; дают возможность обеспечить оптимальное обслуживание клиентов, сокращая перерывы в поставках. Они служат буфером против колебаний спроса.

Слайд 67Позитивный аспект наличия значительных производственных запасов заключается в обеспечении высокого уровня обслуживания потребителей продукции и гарантированного заданного ритма работы предприятия. Негативные аспекты наличия значительных производственных запасов заключается в увеличении затрат на содержание материальных ресурсов и снижении скорости обращения оборотных средств. Менеджер по производству должен поддерживать такую величину производственных запасов, чтобы связанные с ними издержки были экономически обоснованными.

Слайд 68Менеджер, обеспечивающий и отвечающий за производственный запас должен иметь: - финансовый план; - сформированную производственную программу; - план закупок материальных ресурсов; - потребность каждого вида материалов; - нормы расхода; - владеть информацией рынка. Одновременно менеджер решает следующие вопросы: - сколько и когда заказать; - сколько иметь в резерве; - кто из поставщиков (посредников) поставляет более качественные материалы; - какой % поставок обеспечивается в установленные сроки, а какой с отклонениями от срока и почему; - какова конкуренция среди поставщиков и агентов по поставкам; - какие наиболее выгодные условия предлагают поставщики; - какой вид транспорта доставки предлагает поставщик; - существует ли возможность закупок по импорту.
Слайд 69В зависимости от функционального предназначения различают следующие виды производственных запасов: - подготовительные; - текущие; - страховые; - серийные; - резервные; - сезонные; - переходящие.
Слайд 70Подготовительный запас - это часть производственного запаса, обеспечивающая непрерывность производственной деятельности в определенный период времени, необходимого для выгрузки, приемки и подготовки материала к запуску производства. Текущий запас - это нормы производственного запаса, обеспечивающая непрерывность производственной деятельности при равномерном поступлении и расходовании материальных ресурсов.
 потребителю в год. 2. Определяется средний интервал между поставками Тср = 365 / n. 3. Период вр")
Слайд 71Норма текущего запаса соответствует потребностям производства на период времени, рассчитываемый в следующей последовательности: 1. На основании карточки складского учета определяется частота поставок (n) потребителю в год. 2. Определяется средний интервал между поставками Тср = 365 / n. 3. Период времени, соответствующий текущей норме, составляет половину среднего интервала между поставками: Тзт = 0,5хТср Если частота поставок менее пяти дней, период времени, соответствующий норме текущего запаса, может быть равен интервалу поставки, так как задержка с получением таких материалов всего на один день может нарушить бесперебойную работу предприятия.

Слайд 72Страховой запас предусмотрен для предупреждения последствий, связанных со сбоями в снабжении, например, задержка материалов в пути, нарушение поставщиком условий и др. Норма страхового запаса устанавливается по каждому виду материалов в пределах 30-50% от текущего запаса, в зависимости от частоты поставок, численности и отдаленности поставщиков.

Слайд 73Факторы, влияющие на размер страховых запасов, подразделяются на две группы: - факторы, связанные с колебаниями спроса; - факторы, определяемые условиями поставки. Учет первой группы факторов связан с прогнозированием величины спроса и вероятных величин отклонения спроса в расчетном периоде. Влияние второй группы факторов выражается в отклонениях интервалов поставок от заданных в системе из-за нарушения ритмичности производства, опоздании подачи транспорта, задержек в пути и т.д. Все эти отклонения называются случайными и не зависящими одна от другой причинами, поэтому моделирование закономерностей этих отклонений выполняют по методологии изучения случайных массовых явлений.

Слайд 74Расчет соотношения между текущими запасами, их расходом, пополнением и страховым запасом осуществляется для каждого наименования по следующей модели: Запас страховой > Запас текущий - Неудовлетворенные заявки + Поставки ожидаемые - Спрос прогнозируемый При этом: Запас текущий = Спрос прогнозируемый х Период времени.
Слайд 75Серийный запас образуется вследствие округления размера заказа в сторону большего, чем необходимо, количества материалов, но не ниже определенного минимума размеров серии. Резервные запасы создаются на случай ожидаемых изменений спроса или предложения на ту или иную продукцию, например, в связи с трудовыми конфликтами, повышением цен или отложенным спросом. Они служат своего рода «аварийным» источником снабжения, когда спрос превышает ожидания.
Слайд 76Резервные запасы в свою очередь подразделяются на подготовительные (буферные) и гарантийные (страховые) запасы. Подготовительные (буферные) запасы товарных средств производства формируются в случае необходимости подготовить материальные ресурсы к отпуску потребителям. Гарантийные (страховые) запасы предназначены для снабжения потребителя в случае непредвиденных обстоятельств (задержки поставок в пути). Размер гарантийных запасов – величина постоянная, при нормальных условиях работы эти запасы неприкосновенны.
Слайд 77Определение точного уровня необходимых резервов зависит от трех факторов: - возможного колебания сроков восстановления уровня запасов; - колебания спроса на соответствующие товары на протяжении срока реализации заказа; - осуществляемой данным предприятием стратегии обслуживания заказчиков.
 запасы - остатки")
Слайд 78Сезонные запасы образуются при сезонном характере производства продуктов, их потреблении или транспортировки. Сезонные запасы обеспечивают нормальную работу предприятия во время сезонного перерыва в производстве, потреблении или в транспортировке продукции. Переходящие (переходные) запасы - остатки материальных ресурсов на конец отчетного периода. Они предназначаются для обеспечения непрерывности производства и потребления в отчетном и следующем за отчетном периоде до очередной поставки. При длительных сроках реализации заказов (например, при больших промежутках времени между изготовлением товара и его потреблением в готовом виде на складе) общее количество технологических запасов окажется сравнительно большим.
Слайд 79Понятие управления запасами
Слайд 80Управление запасами – это определенный вид производственной деятельности, объектом которого является приобретение и хранение производственных запасов.
Слайд 81Плановое управление запасами - деятельность по непрерывному поддержанию достаточного, но не чрезмерного запаса каждого вида сырья, материалов, покупных полуфабрикатов. Формирование запасов материалов на предприятии опирается на их годовую потребность и жестко увязывается с финансовым планом, так как прирост или уменьшение оборотных средств зависит от изменения запасов материалов и влияет на финансовое состояние предприятия.
Слайд 82Для расчета материалопотребности применяется два метода: - на плановой основе (потребность в каждом материале рассчитывается как произведение планируемого количества продукции на норму расхода материалов); - на основе расхода материалов прошлых периодов.
Слайд 83Непосредственное управление запасами - это рациональная организация приемки, складирования материалов, предупреждения порчи и обеспечения сохранности. На практике разработано множество методов, приемов и стратегий управления запасами. Выбор их зависит от особенностей производства, состава используемых показателей для целей управления, характера взаимодействия с поставщиками производственных запасов, наличия квалифицированных специалистов в области управления, их технической оснащенности и т.д.
Слайд 84Стратегии управления производственными запасами
Слайд 85«Постоянный объем выпуска продукции при постоянной численности персонала», т.е. постоянный объем выпуска продукции независим от колебаний спроса. Это позволяет в определенное время накапливать материальные запасы на предприятии и при увеличении спроса на продукцию их использовать, обеспечивая нормальный ритм производства. Разность между объемом спроса и выпуска компенсируется путем увеличения или уменьшения запаса произведенной продукции или портфеля отложенного спроса клиентов. Такая стратегия наиболее часто используется в капиталоемких производствах с относительно низкими удельными затратами на хранение готовой продукции или создания портфеля отложенных заказов.

Слайд 86«Переменный объем выпуска при постоянной численности персонала» - объем выпуска изменяется в зависимости от спроса при постоянной численности рабочей силы. Расхождение между объемом производства и численностью персонала регулируется часами сверхурочной работы, или предоставлением отпуска, когда нет работы, или передачей части объема работы субподрядчикам. Эта стратегия применяется в трудоемких отраслях, где требуется высококвалифицированная рабочая сила и где создание запаса готовой продукции или портфеля отложенных заказов не представляется возможным и обходится весьма дорого.

Слайд 87«Переменный объем выпуска при переменной численности рабочей силы» - наем и увольнение рабочих в соответствии с изменениями объема производства. Такая стратегия проводится в трудоемких производствах, не требующих квалифицированного труда, а также в случаях, когда рабочие предпочитают работать сезонно. Регулирование объема производства и численности работающих является наиболее специфическим методом управления запасами, поскольку он может быть использован на ограниченном числе предприятий. В этом случае размеры запасов зависят от численности работающих и объема производства.

Слайд 88Основная задача управления запасами на предприятии - это получение ответа на два вопроса: 1. Какое количество продукции заказывать? 2. Когда заказывать? Ответ на первый вопрос получают через размер заказа, определяющего оптимальное количество ресурсов, которое необходимо поставлять каждый раз, когда происходит размещение заказа. В зависимости от рассматриваемой ситуации размер заказа может меняться во времени. Ответ на второй вопрос зависит от типа системы управления запасами. Если система предусматривает периодический контроль состояния запаса через равные промежутки времени (например, еженедельно или ежемесячно), то момент поступления нового заказа обычно совпадает с началом каждого интервала времени.

Слайд 89Задачи управления запасами решаются следующим образом: 1. В случае периодического контроля состояния запаса следует обеспечивать поставку нового количества ресурсов в объеме размера заказа через равные интервалы времени. 2. В случае непрерывного контроля состояния запаса необходимо размещать новый заказ в размере объема запаса, когда его уровень достигает точки заказа. Размер и точка заказа обычно определяются из условий минимизации суммарных затрат системы управления запасами, которые разделяют на две основные группы: - затраты на приобретение запасов; - затраты на хранение запасов. При определении размера заказа требуется минимизировать эти равноправные виды затрат.

Слайд 90Затраты на приобретение запасов включают затраты на поиск поставщика, оплату транспорта, оплату телефонных переговоров, почтовые расходы, оформление документации, счетов, контроль поступивших материалов. Затраты на хранение запасов включают затраты на содержание складов (амортизация, отопление, освещение, налог и страховка сооружения, заработная плата обслуживающего персонала); затраты, связанные с риском потерь, вследствие устаревания, порчи, продажи по сниженным ценам, замедления темпов потребления и т.д.
Слайд 91
Слайд 92Годовые затраты на приобретение (А): А = В × С / Q В – затраты на заказ одной партии; С – годовой расход материалов (товаров); Q – размер одной закупочной партии. Годовые затраты на хранение (D): D = Е × Q / 2 Е – годовые расходы на хранение одной детали. Суммарные годовые затраты (S) S = А + D = (В × С / Q) + (Е × Q / 2)
Слайд 93Экономический разумный размер заказа (QЭР): QЭР = sqr (2 х В х С / Е) – формула Вильсона Оптимальный размер заказа (QОПТ) с учетом цены (Р) предполагаемой годовой ставки финансирования (R) и транспортных расходов(Т): QОПТ = sqr [2 х В х С / (Р х R + Т)] - формула Матца – Карри – Франка Интервал времени между заказами (t): t = N × Q / С N – число месяцев в периоде. Число закупок в год (К): К = 12 / t или К = С / Q
Слайд 94Нормирование материальных запасов
Слайд 95Норма расхода – это предельно допустимая (максимальная или минимальная) величина расхода какого-либо ресурса на единицу продукции. Нормы расхода материальных ресурсов делятся на индивидуальные и групповые.

Слайд 96Индивидуальная норма расхода определяет установленный расход сырья и материалов на производство одной детали, одного узла, комплекта, изделия, а групповая норма расхода устанавливает расход сырья и материалов на производство укрупненной единицы или партии одноименной продукции. По периоду действия нормы расходов материальных ресурсов делятся на текущие и перспективные. Текущие нормы расхода устанавливают среднесуточную величину расхода материалов; используются в текущем и оперативно-календарном планировании. Перспективные нормы расхода предназначаются для более ограниченной номенклатуры материальных ресурсов; используются в средне и долгосрочном планировании. В нормах расхода на производство продукции учитываются полезный расход элемента производственных запасов и технологически неизбежные потери и отходы.

Слайд 97В норму не включаются: - отходы и потери, вызванные отступлением от предусмотренного документацией сортамента, требований стандартов и технических условий по качеству элемента запасов; - отходы и потери, вызванные отступлением от установленных регламентов, рецептур, технологии, а также неполадками в организации производства и снабжения; - расход элемента производственных запасов, связанный с браком продукции.
Слайд 98Норма производственного запаса — это плановая величина (мера) необходимого уровня запаса материальных ресурсов для обеспечения ритмичного процесса производства. Нормы запасов могут выражаться в абсолютных (тонны, штуки и т.д.) и относительных (днях) единицах измерения.
Слайд 99Различают следующие методы нормирования запасов: 1. Расчетно-аналитический метод предусматривает определение индивидуальных норм по данным конструкторско-технологической документации, рецептурам, регламентам, картам раскроя, опытно-промышленным испытаниям. При расчете норм учитывается снижение (повышение) вследствие изменения конструкторско-технологических и организационно-экономических условий на дату их внедрения. 2. Опытный метод разработки норм основан на данных замеров полезного расхода элементов производственных запасов, потерь и отходов, определяемых в производственных или лабораторных условиях.
 в аналогичных условиях с корректировкой на изменение условий. Это наиболее простой и наименее точный метод. 4. Экономико-математические методы основаны на")
Слайд 1003. Отчетно-статистический метод основан на использовании отчетных данных по использованию производственных запасов в прошлые периоды (за 3-5 лет) в аналогичных условиях с корректировкой на изменение условий. Это наиболее простой и наименее точный метод. 4. Экономико-математические методы основаны на применении теории вероятностей, линейной алгебры и ЭВМ. Для их применения нужен большой объем статистических данных по расходу запаса и факторам, определяющим величину расхода. Эти методы точнее отчетно-статистических. 5. Комбинированный метод – это одновременное применение перечисленных методов.
Слайд 101Выделяют следующие виды потребности: - потребность брутто; - потребность нетто. Под брутто-потребностью понимается потребность на плановый период независимо от наличия запасов на складе (остатка) или производственных заделов. Нетто-потребность рассчитывается как брутто-потребность за вычетом наличия на складе или в производстве.
Слайд 102При определении потребности в материалах различают следующие подходы: 1. Расчет потребности начинают тогда, когда она возникает. 2. Расчет на основе анализа расхода используемых материалов.

Слайд 103Во многом метод расчета потребности в материалах и необходимая точность расчета зависит от различных характеристик материалов. Вспомогательным средством для классификации материалов служит АВС-анализ. Обычно его используют для распределения материалов в зависимости от их количества и цены (или каких-либо других характеристик). Его результатом является построение кривой Лоренца. Она характеризует кумулятивное возрастание величин двух взаимосвязанных признаков (в % к итогу), нанесенное на график, и показывает степень концентрации отдельных элементов по группам. Для исследуемых обычно соотношений количества и стоимости этот анализ приводит к следующим результатам: небольшое количество наименований деталей и материалов составляет большую часть стоимости, а для большого количества наименований эта доля стоимости относительно мала.
Слайд 104Взаимосвязь между количеством и стоимостью
Слайд 105Складское хозяйство
Слайд 106Эффективность логистической системы зависит не только от совершенствования промышленного производства, но и складского хозяйства. Движение материального потока через склад увеличивает стоимость продукции. При этом затраты по складированию становятся весьма заметными в общей цепочке образования стоимости на производстве, что и делает актуальным изучение проблем, связанных с функционированием складского хозяйства.
Слайд 107Современное складское хозяйство представляет собой комплекс высокомеханизированных складов, специализированных по видам материальных ресурсов с учетом требований по оптимизации условий их хранения и складской переработки. Склад - здания, сооружения, устройства, предназначенные для приемки, концентрации и хранения различных материальных ценностей, подготовке их к производственному потреблению и ритмичному отпуску потребителям.
Слайд 108Склады промышленных предприятий классифицируются: - по характеру деятельности или по назначению: - материальные (снабженческие) склады, внутрипроизводственные (межцеховые и внутрицеховые), сбытовые; - по виду и характеру хранимых материалов: универсальные и специализированные; - по типу конструкции: закрытые, полузакрытые, открытые, специальные; - по месту расположения: станционные или портовые, прирельсовые, глубинные.

Слайд 109В складской системе взаимодействуют материальные потоки, основанные на функциях транспортировки и хранения. Функция транспортировки определяет движение материалов, а функции хранения реализуют, кроме складирования, различные виды выравнивания хранимых запасов. Выравнивание по времени необходимо в том случае, если периодичность спроса не соответствует времени изготовления; Выравнивание по количеству относится к предприятиям, имеющим серийное производство; Выравнивание объемов связано с доставкой грузов транспортными средствами (для сокращения транспортных расходов склад может объединять партии грузов до полной загрузки транспортного средства); Выравнивание ассортимента необходимо для предприятий, производящих широкий ассортимент продукции, требующийся в различные периоды времени.

Слайд 110Эффективное функционирование складского хозяйства должно учитывать следующие вопросы: - выбор между собственным складом или складом общего пользования; - количество складов и размещение складской сети; -размер и месторасположение склада; - выбор системы складирования.
Слайд 111Функции складов реализуются в процессе осуществления отдельных логистических операций. Выделяют следующий комплекс складских операций: - разгрузка транспорта; - приемка товаров; - складирование и хранение; - отборка товаров из мест хранения; - комплектование (комиссионирование) и упаковка товаров; - погрузка; - внутрискладское перемещение.
Слайд 112Грузовая единица - некоторое количество грузов, которые погружают, транспортируют, выгружают и хранят как единую массу. Характеристиками грузовой единицы являются ее размеры, способность к сохранению целостности и первоначальной геометрической формы в процессе различных логистических операций.
Слайд 113Различают следующие разновидности складирования: - единичное хранение; - линейное хранение; - блочное хранение.

Слайд 114Единичное хранение характерно для крупных деталей и машин. Линейное хранение обеспечивает прямой доступ для различных деталей. При этом изделия могут храниться непосредственно на полу или на полках-стеллажах. Могут также применяться передвижные стеллажи-этажерки. В высотных складах отборщик в специальном подъемнике передвигается вдоль ячеек и собирает нужные изделия. Такие склады называются статическими. В высотных динамических складах подъемник автоматически подается к ячейке с необходимым грузом и груз транспортируется к рабочему месту отборщика. Здесь необходимое количество груза отбирается, а остальное подается обратно в место хранения. Хранение складируемых объектов в блоках характеризуется плотным (без просветов) расположением штабелируемых единиц. В этом случае может быть достигнуто хорошее использование объема склада, но при этом отсутствует прямой доступ к хранимым объектам. В случае блочного складирования перемещаться и храниться могут только комплектные единицы.

Слайд 115Для эффективного управления логистической системой необходимо в любой момент времени иметь полную информацию о материальном потоке. Эта задача может быть успешно решена при условии использования специальной микропроцессорной техники, способной идентифицировать каждую грузовую единицу. Для этой цели используются так называемые штриховые коды.
Слайд 116Штриховые коды (Bar codes) - модель черных линий и белых пространств, которые считываются сканирующем устройством. По сути дела, штриховой код - способ введения информации в ЭВМ. Изображение штрихового кода наносится на предмет, который является объектом управления в системе. Для регистрации этого предмета осуществляют операцию сканирования. Световое пятно движется по штриховому коду. Вариации полученного сигнала зависят от вариации отраженного света. Расшифровав электрический сигнал, ЭВМ преобразует его в цифровой код. Этот код является адресом ячейки памяти в ЭВМ, которая содержит полную информацию о товаре.
, которая была создана в 1977 г. После вступления в EAN неевропейских государств на ее базе была у")
Слайд 117В мире существует более 50 различных систем штрихового кодирования. Однако наибольшее предпочтение отдается коду, созданному Европейской ассоциацией товарной нумерации — EAN (European Article Numbering), которая была создана в 1977 г. После вступления в EAN неевропейских государств на ее базе была учреждена Международная ассоциация кодирования товаров (International) со штаб-квартирой в Брюсселе.
Слайд 118Созданный EAN штриховой код может быть: 13-разрядным, т.е. содержит 13 цифр (EAN-13); 8-разрядным (EAN-8); 14-разрядным (EAN-14). Каждый из указанных штрих-кодов имеет соответствующую область применения.
Слайд 119Штрих-код EAN-13 является составной частью маркировки или упаковки товара, если есть свободное место для его размещения. Если габаритные размеры товара не позволяют разместить штрих-код EAN-13, то используется штрих-код EAN-8 Такой штрих-код, в частности, можно увидеть на упаковке шоколадных батончиков "Mars", жевательной резинки "Dirol".
Слайд 120Код товара присваивает сам производитель, который и несет ответственность за правильное кодирование своих товаров. Устанавливаемый фирмой код содержит некоторые известные производителю признаки товара.
Слайд 121Коды EAN отдельных стран
Слайд 122Системы управления запасами
Слайд 123Системы управления запасами проектируются с целью непрерывного обеспечения потребителя необходимыми материалами. Определение целесообразного уровня запаса чаще всего сводится к выбору рациональных моментов заказа (когда?) и рациональных объемов пополнений (сколько, в каком количестве?). В этом случае рассматриваются две альтернативы: либо заказы производятся часто и малыми партиями; либо редко и в большом объеме.
Слайд 124Существуют различные виды спроса на запасы: - независимый спрос; - зависимый спрос.
Слайд 125Системы управления запасами с независимым спросом на предметы снабжения Независимый спрос на предметы снабжения не обусловлен планами производства. Например, спрос на готовые изделия, находящиеся в торговле, где большим злом являются запасы нереализованных продуктов. В этом случае применяются: - системы с фиксированным размером заказа (perpetual inventory system - постоянная система); - с фиксированным интервалом времени между заказами (periodic system - периодическая система).
, выдается заказ на восполнение запасов. Заказывается одно и то же количество. Эта система используется для предметов, имеющих высокие издержки хранения; относи")
Слайд 126Система с фиксированным размером заказа контролирует уровень запасов. Когда уровень запасов падает ниже установленного уровня (точка заказа), выдается заказ на восполнение запасов. Заказывается одно и то же количество. Эта система используется для предметов, имеющих высокие издержки хранения; относительно непредсказуемый характер спроса; высокий уровень ущерба, возникающего в случае отсутствия запасов. Иногда определенный уровень заказа связывают со скидкой с цены в зависимости от заказываемого количества. В этой системе важное значение приобретает определение экономически разумного (оптимального) размера заказа.

Слайд 127Система с фиксированным количеством заказа требует соблюдения следующих правил контроля: - заказывать следующую партию можно в том случае, когда количество наличного запаса достигнет нижней точки заказа; - необходимо заказывать оптимальный объем партии заказа; - критерием оптимизации становится минимум совокупных затрат на хранение запасов и повторение заказа. Данный критерий учитывает три фактора, влияющих не величину совокупных затрат: а) используемая площадь складских помещений; б) издержки на хранение запасов; в) стоимость оформления заказа.
Слайд 128Разновидности систем управления запасами с фиксированным размером заказа: - модель экономического (по количеству) заказа (EOQ); - модель производственного (по количеству) заказа; - модель заказа с резервным запасом; - модель с дисконтируемым количеством;
 заключается в одноразовом пополнении запаса и нулевом времени исполнения заказа. Заказ удовлетворяется в тот момент, когда на него поступила заявка и прибывает одновременно полностью, т.е. уровень запаса совершает прыжок от «0» до «Q». EOQ предусматривает ряд")
Слайд 129Суть модели экономического заказа (EOQ) заключается в одноразовом пополнении запаса и нулевом времени исполнения заказа. Заказ удовлетворяется в тот момент, когда на него поступила заявка и прибывает одновременно полностью, т.е. уровень запаса совершает прыжок от «0» до «Q». EOQ предусматривает ряд допущений: - спрос известен и постоянен; - время между размещением заказа и его исполнением известно и постоянно; - заказ поступает полностью, т.е. одной партией и в одно время; - понижение (дисконт) количества невозможно; - изменяются только затраты на перезаказ или размещение заказа; - дефицит запасов исключен, если заказ размещен вовремя. Так как спрос постоянен во времени, запас со склада убывает с постоянной скоростью, когда он снизится до «0», выдается новый заказ. Такой процесс повторяется во времени постоянно.
Слайд 130Модель экономического заказа (EOQ)
Слайд 131Простые модели управления запасами исходят из того, что получение заказа должно быть немедленным, то есть заказывать нужно в тот момент, когда уровень запаса достигнет 0. Однако время между размещением и получением заказа, называемое временем выполнения заказа или временем доставки, может составлять как несколько часов, так и несколько месяцев. Таким образом, решение о том, когда заказывать, выражаемое термином точка перезаказа, определяется уровнем запаса, по достижении которого должен быть размещен заказ
Слайд 132Точка перезаказа.
Слайд 133Точку перезаказа (ROP) можно представить следующим равенством: ROP = (Дневная потребность) х (Время выполнения нового заказа в днях) = d х L Уравнение для ROP означает, что спрос, однороден и постоянен. Ежедневный спрос «d» определяется отношением годового спроса (Д) деленного на число рабочих дней в году:
Слайд 134Модель производственного (по количеству) заказа подходит для использования в производственном процессе, когда запасы наращиваются постепенно и показатель экономического уровня заказа уже предположительно установлен. Эта модель подтверждает, что оптимальная величина заказа Q обеспечена равенством затрат на заказ и хранение. Модель заказа с резервным запасом применяется, когда на предприятии возрастает спрос на материалы и удается избежать их дефицита, используя страховой запас. Модели, отражающие такое состояние производства, называются моделями заказа с резервным запасом или моделями, планирующими нехватку запаса.
Слайд 135Модель заказа с резервным запасом
Слайд 136Модель с дисконтируемым количеством. Чтобы увеличить объемы продаж, многие поставщики предлагают своим партнерам дисконтирование по количеству. Количественный дисконт (скидка) – это снижение цены единицы P, когда товар покупается в больших количествах.
Слайд 137Типичное расписание количественного дисконта
Слайд 138Система с фиксированным интервалом времени между заказами предполагает размещение заказов на восполнение запасов с заданной периодичностью.
Слайд 139Система с фиксированным интервалом времени более подходит для предметов материально-технического снабжения со следующими характеристиками: - малоценные предметы; - низкие затраты на хранение материально-технических запасов; - незначительные издержки, если даже запасы закончились; - один из многих предметов, закупаемых у одного и того же поставщика; - скидка с цены зависит от стоимости заказов на несколько предметов.
Слайд 140Управление запасами с фиксированным интервалом времени
Слайд 141Система с фиксированным интервалом времени между заказами предусматривает следующую последовательность операций подготовки заказа: - устанавливается периодичность контроля запасов, ориентированная на график поставок поставщика; - рассчитывается величина требуемых запасов как сумма количеств, продаваемых за период контроля запасов и за время ожидания поставки и количеств в страховом запасе; -составляется и выполняется график проведения контроля уровня запасов; - принимается решение о размере заказа – указывается количество деталей; - заказ высылается в установленный графиком день.

Слайд 142Система с установленной периодичностью пополнения запасов до установленного уровня. Чтобы избежать завышения объемов запасов или их дефицит, через постоянные промежутки времени проводится проверка состояния запасов, и если после предыдущей проверки было реализовано какое–либо количество товаров, то подается заказ. Размер заказа равен разности между максимальным уровнем, до которого происходит пополнение запасов, и фактическим уровнем в момент проверки.
Слайд 143Системы управления запасами с зависимым спросом на предметы снабжения При зависимом спросе использование запасов прямо зависит от плана производства изделий. Существует два принципиально различных подхода к управлению запасами с зависимым спросом на предметы снабжения: - система с «выталкиванием» изделий; - система с «вытягиванием» изделий.

Слайд 144Система с «выталкиванием» изделий. Она предполагает, что изготовление изделий начинается на одном конце производственной линии, проходит через последовательный ряд технологических операций и заканчивается обработкой на другом конце производственной цепочки. При этом по завершении обработки на одном участке изделие “выталкивается” на следующий независимо от того, готов ли этот участок принять изделие на обработку или нет. Каждый участок имеет производственный план. Однако создание “жесткого” технологического процесса, все параметры которого были бы наперед точно рассчитаны, невозможно. Поэтому на предприятиях всегда должен быть определенный производственный запас, который увеличивает гибкость системы. Вместе с тем известно, что увеличение запасов связано с омертвением капиталов, требует значительных затрат на хранение и уход за ними.
Слайд 145Система с «выталкиванием» изделий
Слайд 146Система с «вытягиванием» изделий
Слайд 147Три основных типа систем управления запасами с зависимым спросом: - система планирования производственных ресурсов MRP (Manufacturing Resource Planning), ранее называвшаяся системой планирования потребности в материальных ресурсах; - система планирования реального обеспечения материальными ресурсами MAP (Material Availability Planning) возникшая в качестве альтернативы системе MRP; - система «JUST-IN-TIME» (точно в срок) на основе принципов KANBAN. Первая и вторая системы возникли в США, а третья - в Японии.

Слайд 148Система MRP. Основу системы MRP составляет прогнозируемый спрос, который служит главным критерием, определяющим количество производимых изделий. Наиболее важный фактор успеха этой системы - точное исследование рынка. Непременным условием функционирования системы MRP является точность исходных данных (в отношении номенклатуры точность должна быть не менее 98%, по запасам - не ниже 95%). Поэтому на многих предприятиях ее внедрению на предприятиях предшествует реорганизация информационных систем. В целом налаживание работы предприятия по этой системе занимает не менее года. Очень важное значение имеет при этом подготовка персонала. Система MRP допускает достаточно большие размеры запасов комплектующих изделий, которые планируются в среднем из расчета обеспечения производства в течение трех месяцев. Недостатки системы MRP во многом преодолеваются при использовании системы MAP.

Слайд 149Система MAP. В системе MAP оперативное планирование осуществляется не на основе прогнозируемого спроса, а на основе данных о фактически поступающих заказах на поставку продукции. В этих условиях процесс определения размеров партий и продуктовой структуры выпуска продукции приобретает динамичный характер и протекает под воздействием оценки главного фактора: величины затрат на материальные ресурсы, поступающие из внешних источников. При этом учитываются сроки поставок материальных ресурсов, а также «перекрестное» воздействие множества факторов и требований, которые в системе MAP считаются неопределенными. Таким образом, в рамках системы MAP исходными являются данные о фактическом поступлении заказов на продукцию, а параметрами, регулирующими размеры партий готовой продукции, - данные о фактическом уменьшении затрат на материальные ресурсы, складывающемся в текущем периоде. Размеры партий определяются в разрезе различных видов одновременно производимой продукции с таким расчетом, чтобы не допускалось превышения предельного уровня вложений в материальные ресурсы. Системы MRP и MAP являются системами «с выталкиванием изделия».
 Система «JUST-IN-TIME» («точно в срок») представляет собой систему планирования материально-технического снабжения, предусматривающую полную синхронизацию с производственным процессом. Ее основополагающий принцип - вырабатывать и поставлять продукц")
Слайд 150Система «JUST-IN-TIME» (на основе принципов KANBAN) Система «JUST-IN-TIME» («точно в срок») представляет собой систему планирования материально-технического снабжения, предусматривающую полную синхронизацию с производственным процессом. Ее основополагающий принцип - вырабатывать и поставлять продукцию точно в заданный срок и не ранее, то есть производить требуемое количество продукции, реализовывать ее заказчику, затем снова производить и т.д. (система с «вытягиванием» изделий). В рамках этой системы: а) сырье, полуфабрикаты, комплектующие изделия подаются небольшими партиями непосредственно в нужные точки производственного процесса, минуя складские помещения; б) готовая продукция отгружается потребителям непосредственно по мере завершения производства.
 регулировать выпуск требуемого количества продукции на различных стадиях произво")
Слайд 151Необходимыми условиями функционирования системы «JUST-IN-TIME» являются: - внедрение системы «KANBAN», являющейся по отношению к системе «точно в срок» информационной системой, позволяющей оперативно (децентрализованно) регулировать выпуск требуемого количества продукции на различных стадиях производства; - массовое вовлечение персонала (в том числе через образование кружков качества и автономных самоуправляемых бригад) в мероприятия по исключению всех видов дефектов; - сокращение числа фирм-поставщиков и установление с ними партнерских отношений путем заключения долгосрочных контрактов, делающих последних почти частью компании-потребителя.
Слайд 152Наиболее эффективными средствами реализации системы «точно в срок» являются сокращение запасов и сокращение расстояний. Сокращение запасов может идти двумя путями: - за счет уменьшения числа изделий в партии (размера партии); - за счет уменьшения резервных запасов (заделов).
Слайд 153Внедрение системы «JUST-IN-TIME» дает интегральный эффект по многим показателям. Как показывает практика, характерными результатами внедрения системы «точно в срок» являются сокращение: - запасов и времени производства - на 90%; - затрат труда - на 10-30%; - времени подготовки производства - на 75%; - производственных площадей - на 50%; - косвенных расходов - на 50-60%; - парка подъемного оборудования — на 90 %; - повышение качества продукции на 75-90 %.
Слайд 154KANBAN является системой «с вытягиванием изделия» (в отличие от систем MRP и MAP). Идея системы KANBAN заключается в том, чтобы производить и поставлять продукцию именно тогда, когда она должна быть поставлена потребителю, изготавливать детали не впрок, а непосредственно для подачи на сборку, и поставлять исходное сырье именно в тот момент, когда оно необходимо для изготовления из него деталей.
Слайд 155
Слайд 156Основы управления качеством
Слайд 157Понятие контроля качества
Качество является задачей номер один в условиях рыночной экономики, где произошли подлинные революции в этой области. Именно с помощью современных методов менеджмента качества передовые зарубежные фирмы добились лидирующих позиций на различных рынках.
Международная организация по стандартизации определяет качество как совокупность свойств и характеристик продукции или услуги, которые придают им способность удовлетворять обусловленные или предполагаемые потребности (стандарт ИСО-8402).
Слайд 158Современное управление качеством исходит из того, что деятельность по управлению качеством не может быть эффективной после того, как продукция произведена, эта деятельность должна осуществляться в ходе производства продукции. Важна также деятельность по обеспечению качества, которая предшествует процессу производства.
Слайд 159Процесс обеспечения качества состоит из следующих укрупненных этапов: ♦оценка уровня качества имеющихся на рынке аналогичных изделий, анализ требований покупателей; ♦долгосрочное прогнозирование; ♦планирование уровня качества; ♦разработка стандартов; ♦проектирование качества в процессе конструирования и разработки технологом; ♦контроль качества исходного сырья и покупных материалов; ♦пооперационный контроль в процессе производства; ♦приемочный контроль; ♦контроль качества изделия в условиях эксплуатации (после продажи); ♦анализ отзывов и рекламаций покупателей.
Слайд 160Контроль качества - проверка соответствия количественных или качественных характеристик продукции или процесса, от которого зависит качество продукции, установленным техническим требованиям. Контроль качества продукции является составной частью производственного процесса и направлен на проверку надежности в процессе ее изготовления, потребления или эксплуатации.
Слайд 161Суть контроля качества продукции на предприятии заключается в получении информации о состоянии объекта и сопоставлении полученных результатов с установленными требованиями, зафиксированными в чертежах, стандартах, договорах поставки, ТЗ, НТД, ТУ и других документах.
Слайд 162Классификация видов контроля качества: • По стадиям жизненного цикла изделия: - контроль проектирования новых изделий; - контроль производства и реализации продукции; - контроль эксплуатации или потребления. • По объектам контроля: - контроль предметов труда; - контроль средств производства; - контроль технологии; - контроль труда исполнителей; - контроль условий труда.
Слайд 163• По стадиям производственного процесса: - входной контроль, предназначенный для проверки качества материалов, полуфабрикатов, инструментов и приспособлений до начала производства; - промежуточный контроль, выполняемый по ходу технологического процесса (пооперационный); - окончательный приемочный контроль, проводимый над заготовками, деталями, сборочными единицами, готовыми изделиями; - контроль транспортировки и хранения продукции.
, применяемый в следующих случаях: - при ненадежности качества поставляемых материалов, полуфабрикатов, заготовок, деталей, сборочных единиц; - когда оборудование или особенности технологического процесса не о")
Слайд 164• По степени охвата продукции: - сплошной контроль (100 %-ый охват предъявляемой продукции), применяемый в следующих случаях: - при ненадежности качества поставляемых материалов, полуфабрикатов, заготовок, деталей, сборочных единиц; - когда оборудование или особенности технологического процесса не обеспечивают однородность изготовляемых объектов; - при сборке в случае отсутствия взаимозаменяемости; - после операций, имеющих решающее значение для качества последующей обработки или сборки; - после операций с возможным высоким размером брака; - при испытании готовых изделий особого назначения; - выборочный контроль, осуществляемый не над всей массой продукции, а только над выборкой и обычно используемый в следующих случаях: - при большом числе одинаковых деталей; - при высокой степени устойчивости технологического процесса; - после второстепенных операций.

Слайд 165• По месту выполнения: - стационарный контроль, выполняемый в стационарных контрольных пунктах, которые создаются в следующих случаях: - при необходимости проверки большого числа одинаковых объектов производства, которые требуют специально оборудованных контрольных пунктов (сложная измерительная аппаратура); - при возможности включения работы стационарного контрольного пункта в поток заключительных операций производственного процесса; - скользящий контроль, выполняемый непосредственно на рабочих местах, как правило, в следующих случаях: - при проверке громоздких изделий, неудобных для транспортировки; - при изготовлении малого числа одинаковых изделий; - при возможности применения простых контрольно- измерительных инструментов, либо приборов.

Слайд 166• По времени выполнения: - непрерывный; - периодический. • По организационным формам выявления и предупреждения брака: - летучий контроль, выполняемый контролером произвольно без графика при систематическом обходе закрепленных за ним рабочих мест; - кольцевой контроль, заключающийся в том, что за контролером закрепляется определенное количество рабочих мест, которые он обходит «по кольцу» периодически в соответствии с часовым графиком, причем продукция проходит контроль на месте ее изготовления; - статистический контроль, являющийся формой периодического выборочного контроля, основанный на методах математической статистики и позволяющий обнаружить и ликвидировать отклонение от нормального хода технологического процесса раньше, чем эти отклонения приведут к браку; - текущий предупредительный контроль, выполняемый с целью предупреждения брака в начале и в процессе обработки и включающий: - проверку первых экземпляров изделий; - контроль соблюдения технологических режимов; - проверку вступающих в производство материалов, инструментов, технологической оснастки и др.
 контроль; - автоматичес")
Слайд 167• По влиянию на возможность последующего использования продукции: - разрушающий контроль; - неразрушающий контроль. • По степени механизации и автоматизации: - ручной контроль; - механизированный контроль; - автоматизированный (автоматизированные системы управления качеством) контроль; - автоматический контроль; - активный и пассивный контроль. • По исполнителям: - самоконтроль; - контроль мастеров; - контроль ОТК - инспекционный контроль; - одноступенчатый контроль (исполнителя плюс приемка ОТК); - многоступенчатый контроль (исполнителя плюс операционный плюс специальный, плюс приемочный).
 и по допустимому диапазону значений параметров (применяются шаблоны, калибры и т.п.); - регист")
Слайд 168• По используемым средствам: - измерительный контроль, применяемый для оценки значений контролируемых параметров изделия: по точному значению (используются инструменты и приборы шкальные, стрелочные и др.) и по допустимому диапазону значений параметров (применяются шаблоны, калибры и т.п.); - регистрационный контроль, осуществляемый для оценки объекта контроля на основании результатов подсчета (регистрации определенных качественных признаков, событий, изделий); - органолептический контроль, осуществляемый посредством только органов чувств без определения численных значений контролируемого объекта; - визуальный контроль – вариант органолептического, при котором контроль осуществляется только органами зрения; - контроль по образцу, осуществляемый сравнением признаков контролируемого изделия с признаками контрольного образца (эталона); - технический осмотр, осуществляемый в основном с помощью органов чувств и при необходимости с привлечением простейших средств контроля.

Слайд 169Системы управления качеством продукции
 Слайд 1
Слайд 1 Слайд 2
Слайд 2 Слайд 3
Слайд 3 Слайд 4
Слайд 4 Слайд 5
Слайд 5 Слайд 6
Слайд 6 Слайд 7
Слайд 7 Слайд 8
Слайд 8 Слайд 9
Слайд 9 Слайд 10
Слайд 10 Слайд 11
Слайд 11 Слайд 12
Слайд 12 Слайд 13
Слайд 13 Слайд 14
Слайд 14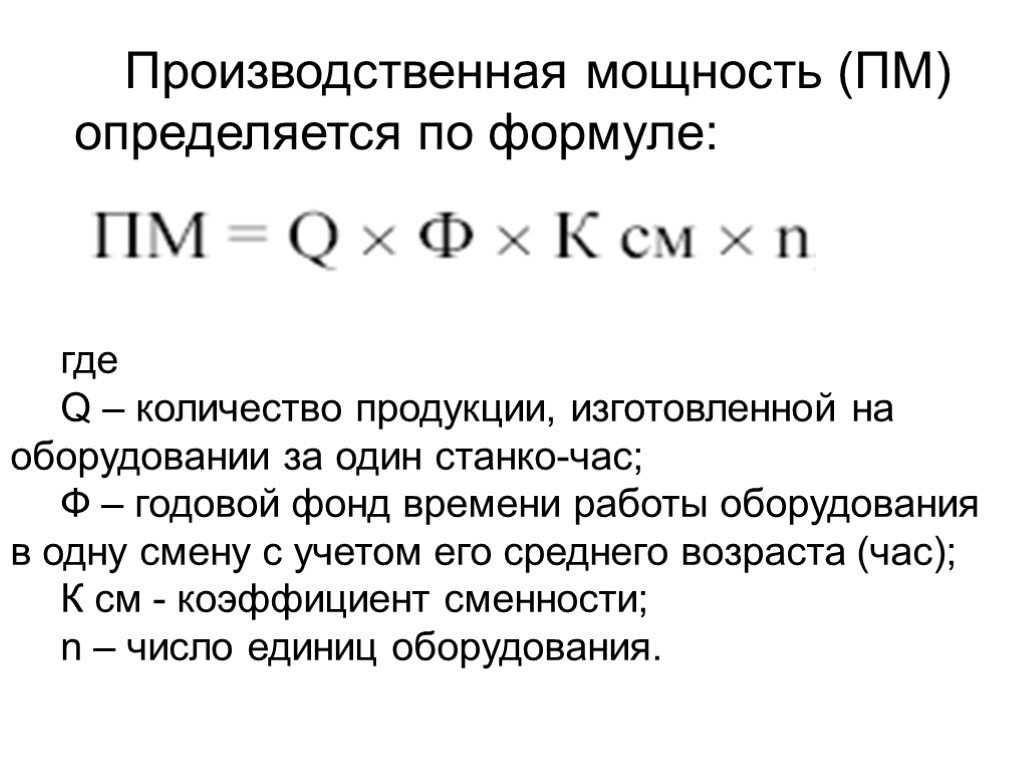 Слайд 15
Слайд 15 Слайд 16
Слайд 16 Слайд 17
Слайд 17 Слайд 18
Слайд 18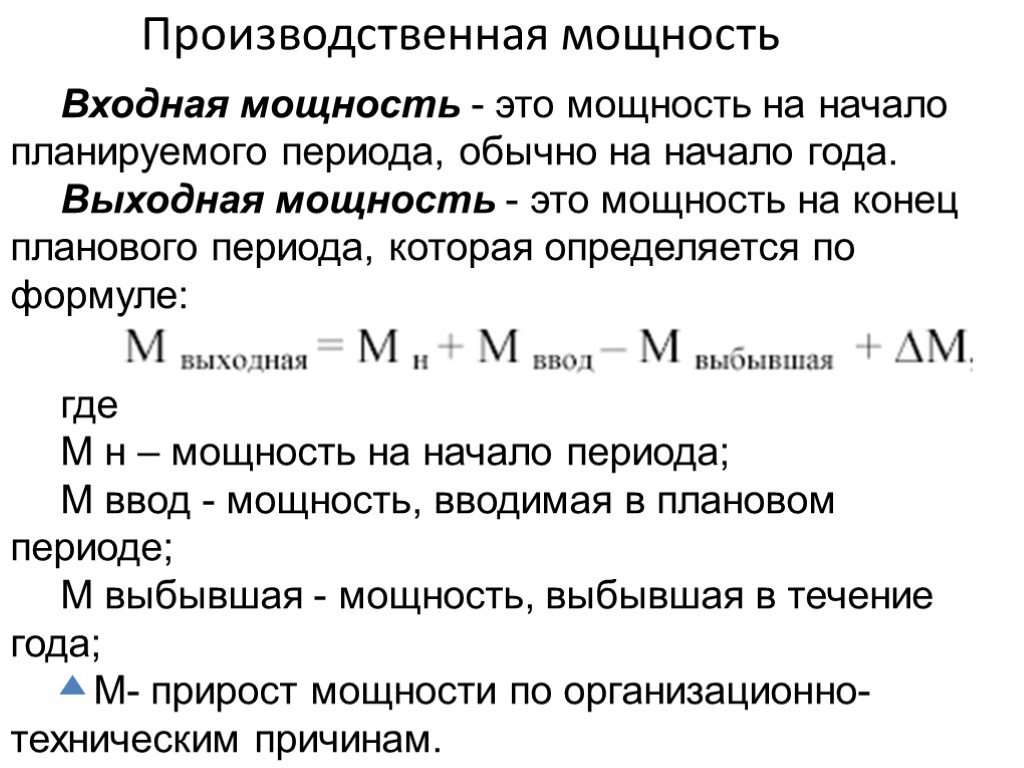 Слайд 19
Слайд 19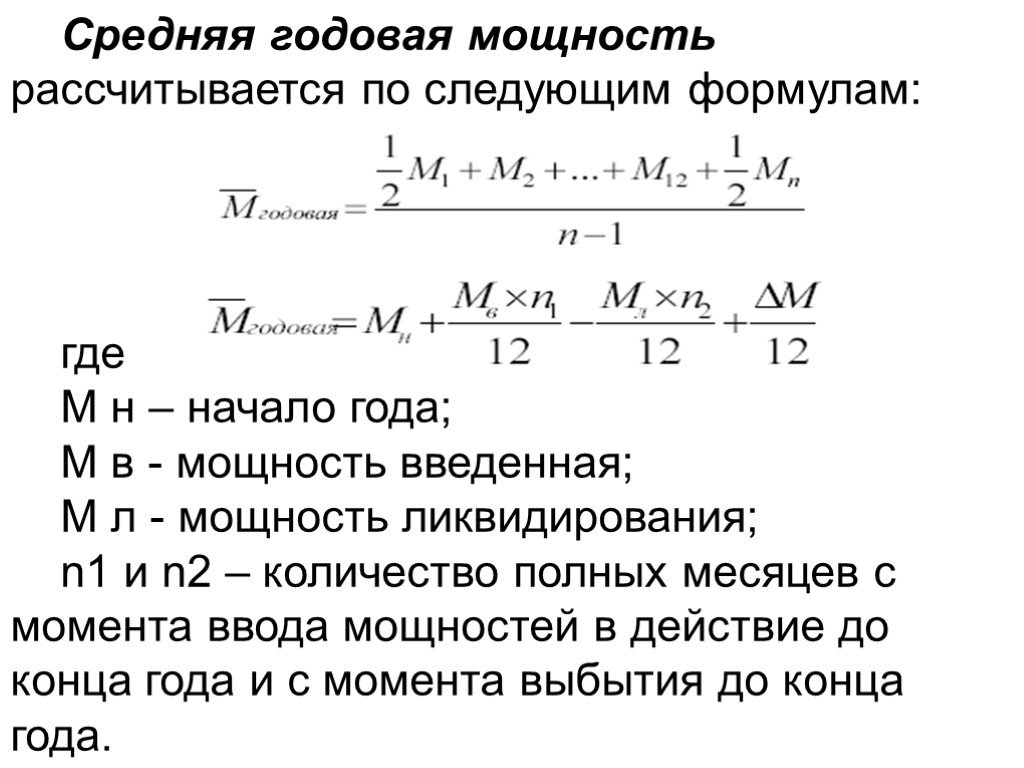 Слайд 20
Слайд 20 Слайд 21
Слайд 21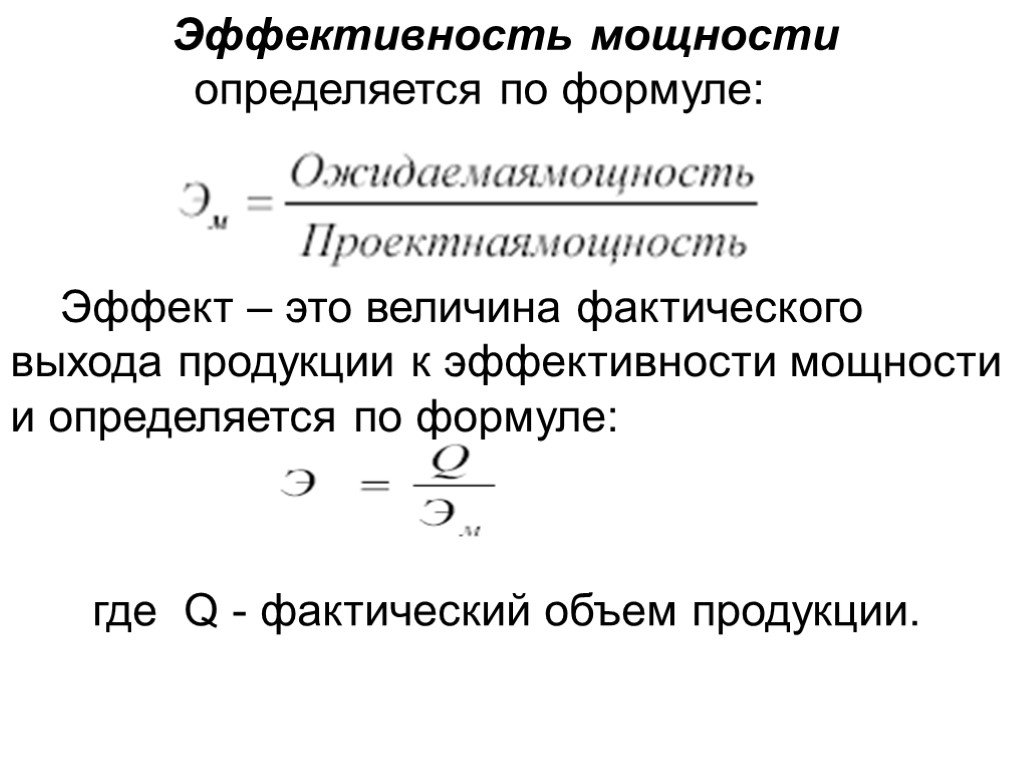 Слайд 22
Слайд 22 Слайд 23
Слайд 23 Слайд 24
Слайд 24 Слайд 25
Слайд 25 Слайд 26
Слайд 26 Слайд 27
Слайд 27 Слайд 28
Слайд 28 Слайд 29
Слайд 29 Слайд 30
Слайд 30 Слайд 31
Слайд 31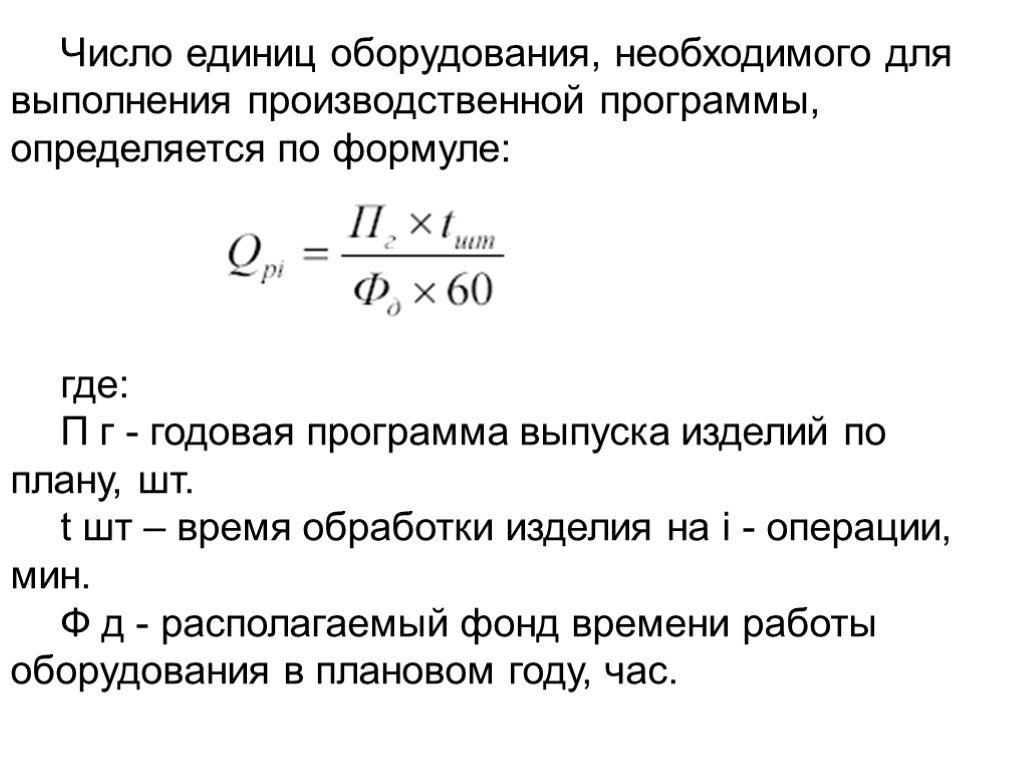 Слайд 32
Слайд 32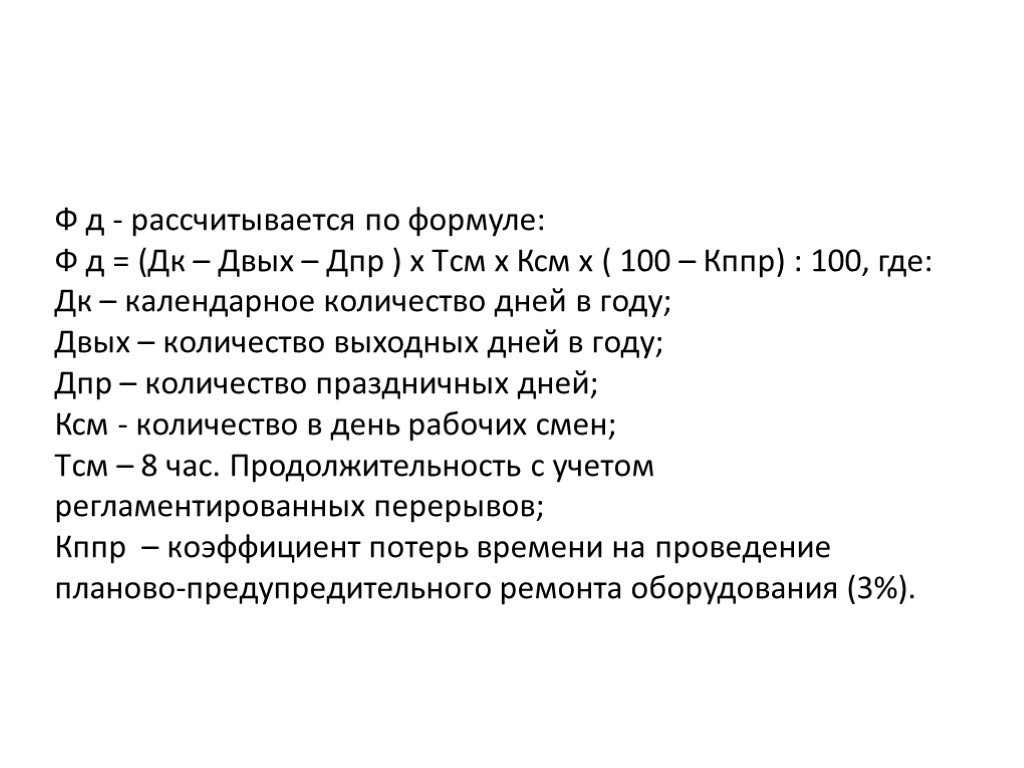 Слайд 33
Слайд 33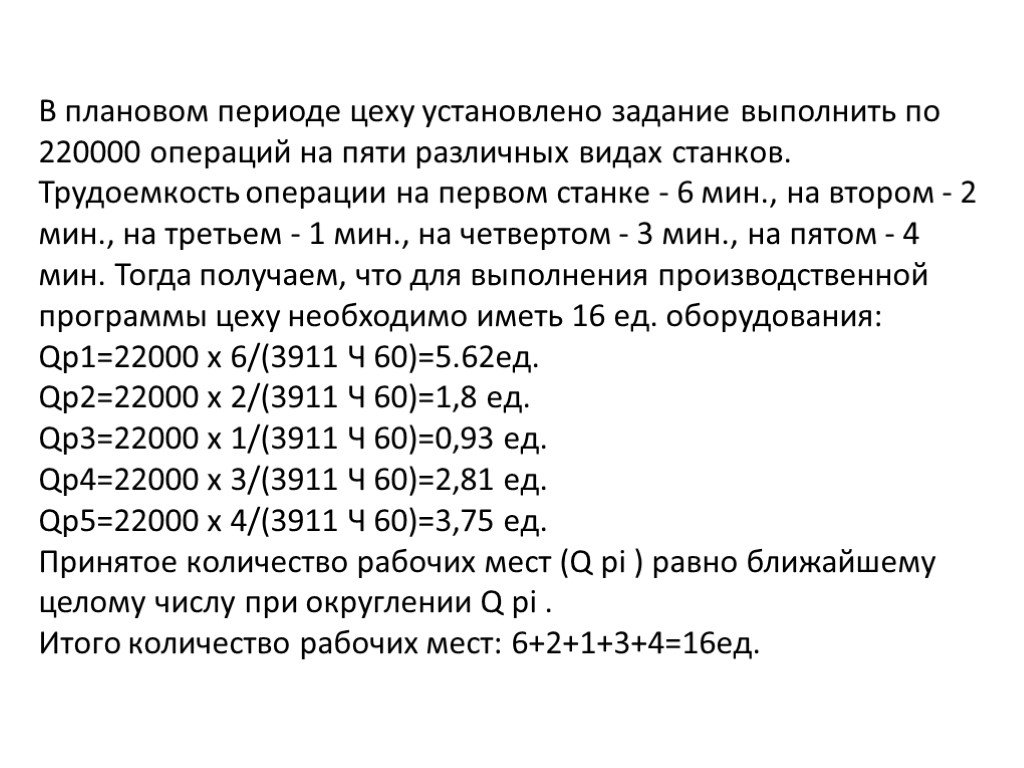 Слайд 34
Слайд 34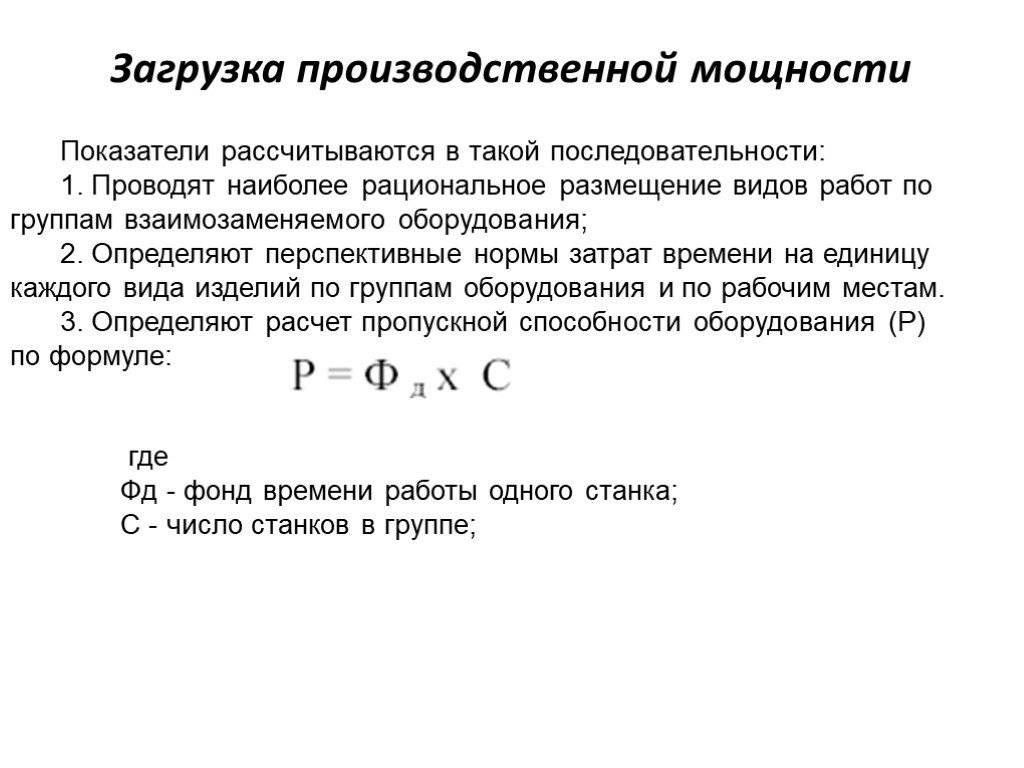 Слайд 35
Слайд 35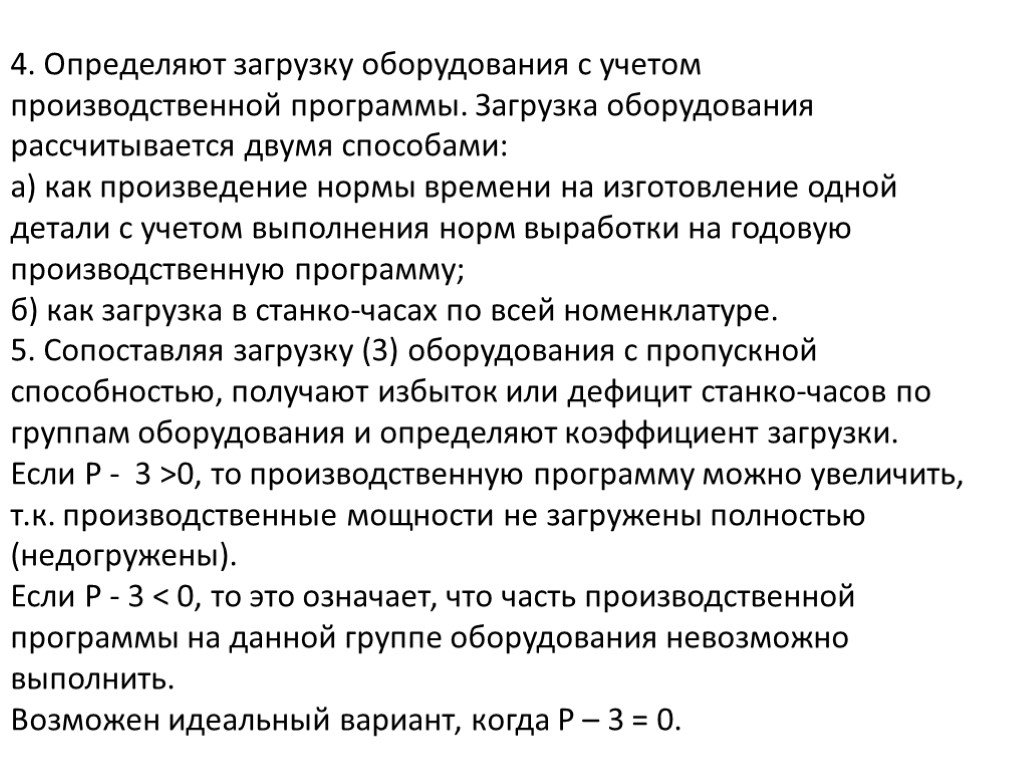 Слайд 36
Слайд 36 Слайд 37
Слайд 37 Слайд 38
Слайд 38 Слайд 39
Слайд 39 Слайд 40
Слайд 40 Слайд 41
Слайд 41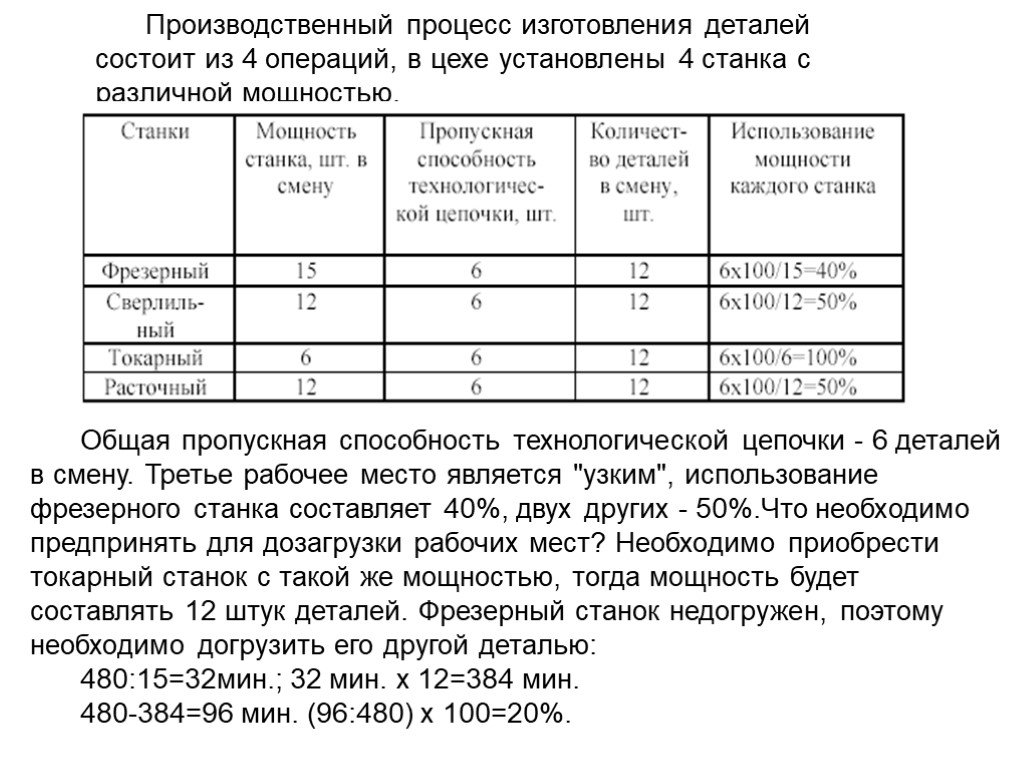 Слайд 42
Слайд 42 Слайд 43
Слайд 43 Слайд 44
Слайд 44 Слайд 45
Слайд 45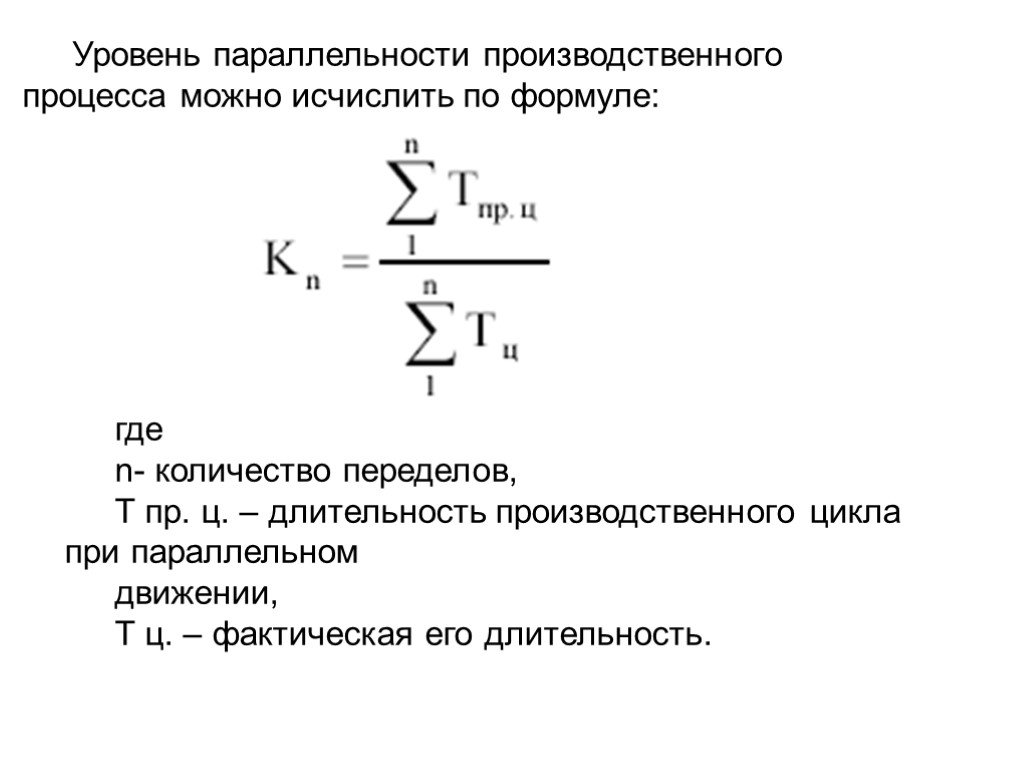 Слайд 46
Слайд 46 Слайд 47
Слайд 47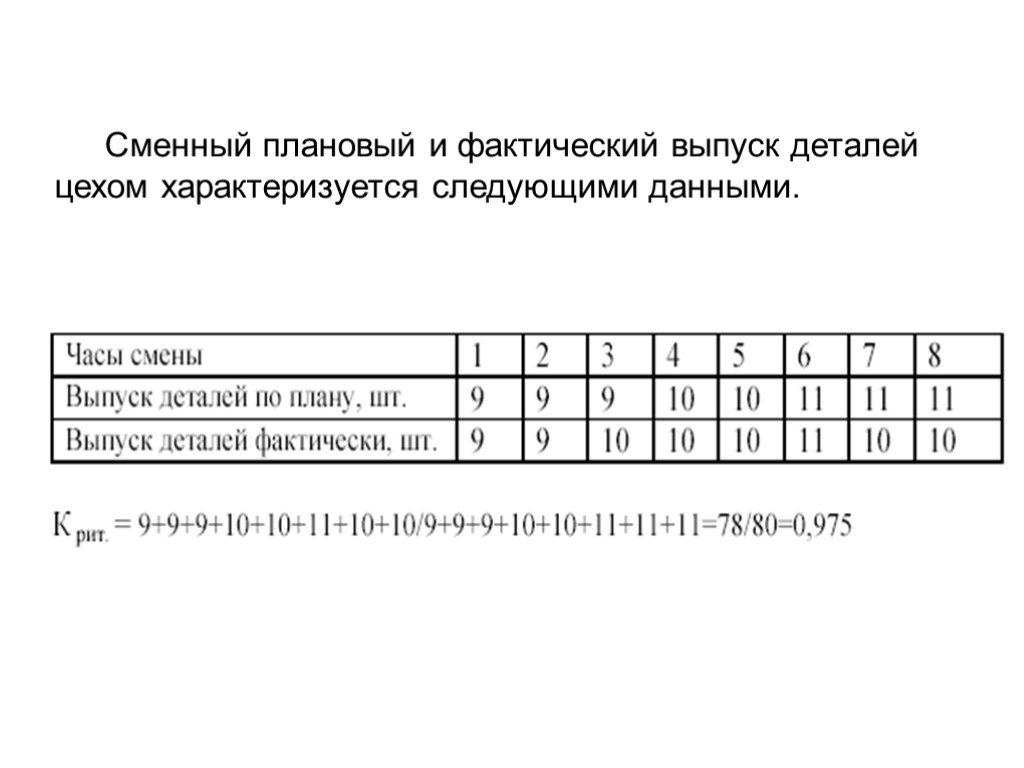 Слайд 48
Слайд 48 Слайд 49
Слайд 49 Слайд 50
Слайд 50 Слайд 51
Слайд 51 Слайд 52
Слайд 52 Слайд 53
Слайд 53 Слайд 54
Слайд 54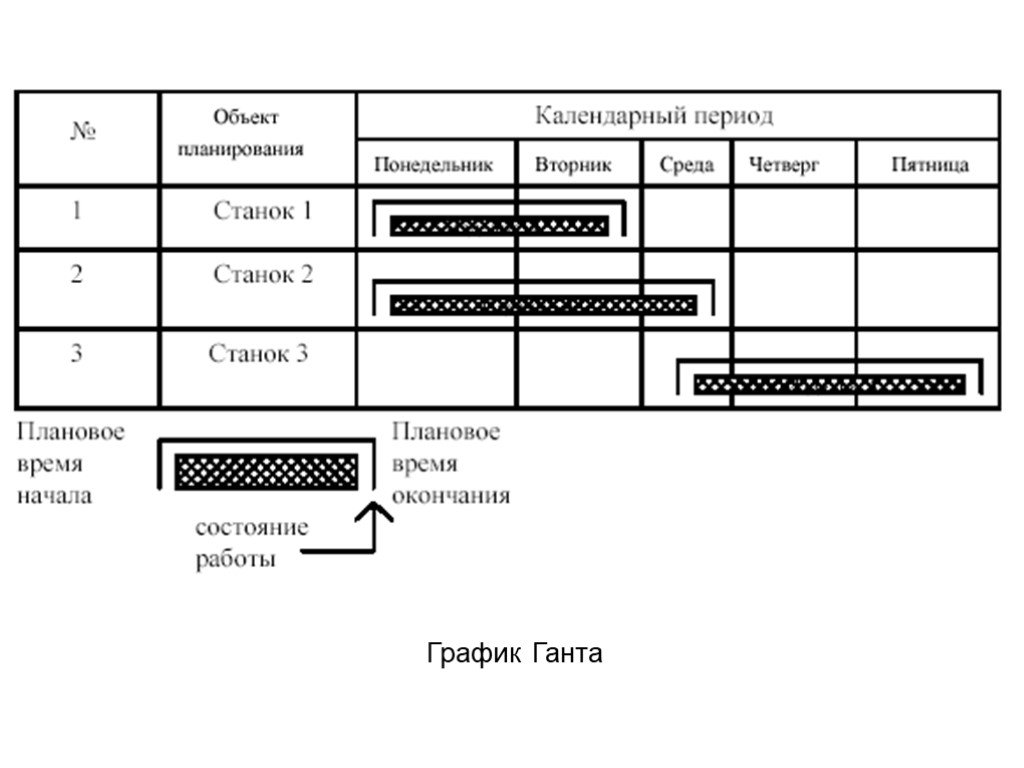 Слайд 55
Слайд 55 Слайд 56
Слайд 56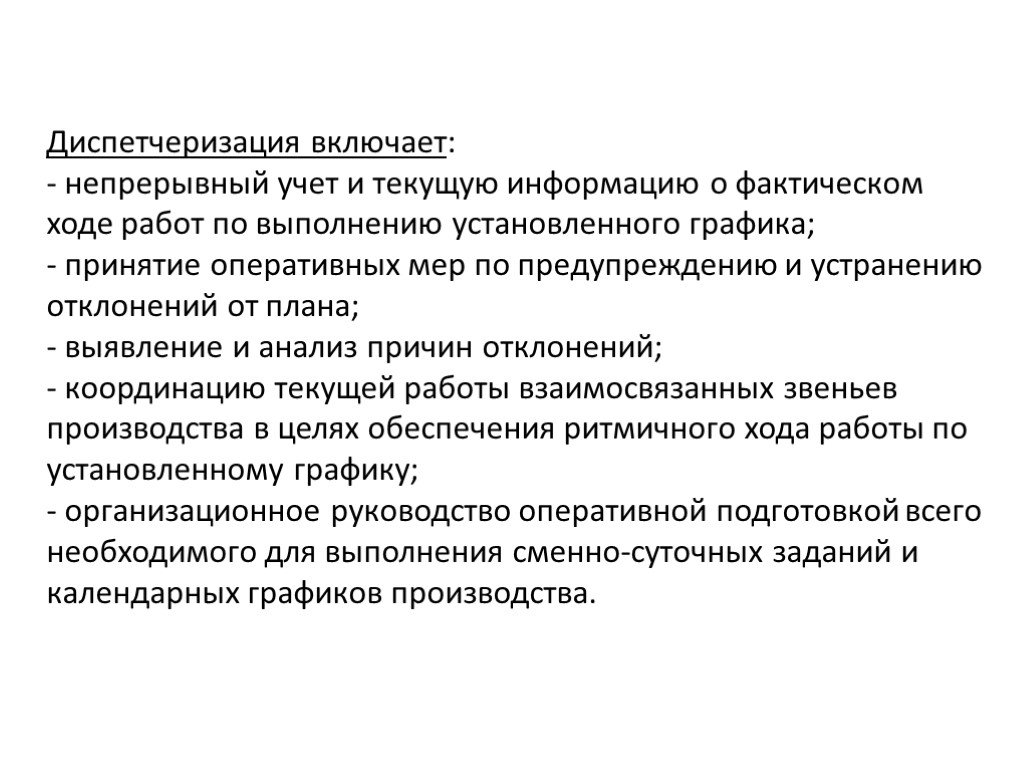 Слайд 57
Слайд 57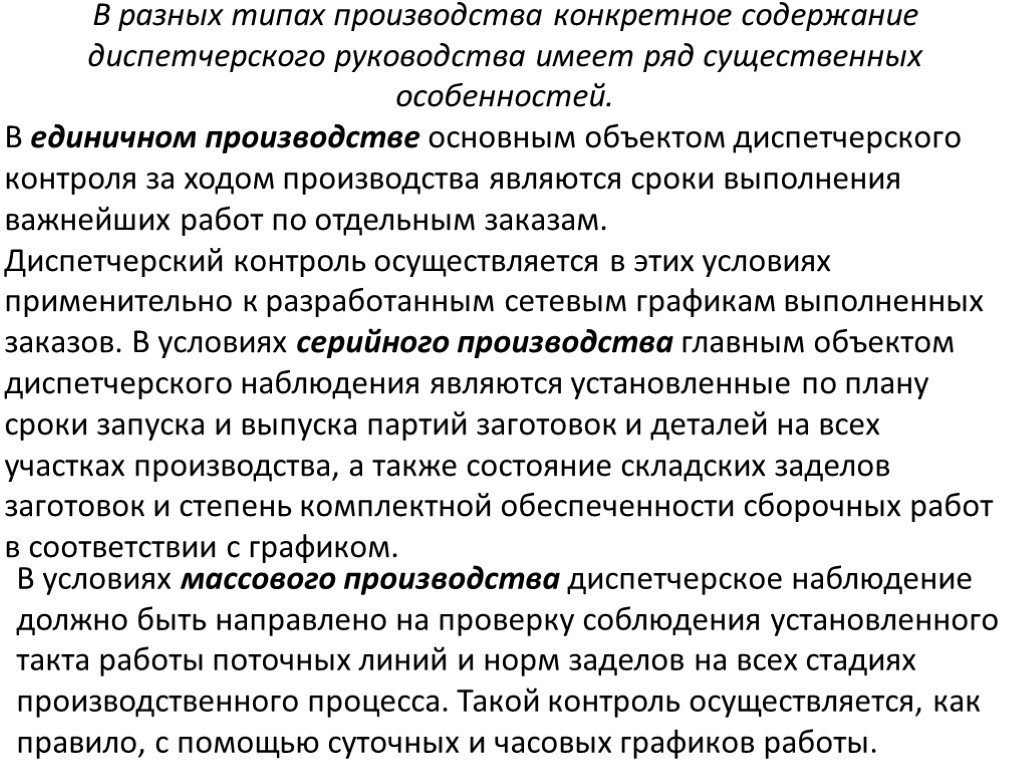 Слайд 58
Слайд 58 Слайд 59
Слайд 59 Слайд 60
Слайд 60 Слайд 61
Слайд 61 Слайд 62
Слайд 62 Слайд 63
Слайд 63 Слайд 64
Слайд 64 Слайд 65
Слайд 65 Слайд 66
Слайд 66 Слайд 67
Слайд 67 Слайд 68
Слайд 68 Слайд 69
Слайд 69 Слайд 70
Слайд 70 Слайд 71
Слайд 71 Слайд 72
Слайд 72 Слайд 73
Слайд 73 Слайд 74
Слайд 74 Слайд 75
Слайд 75 Слайд 76
Слайд 76 Слайд 77
Слайд 77 Слайд 78
Слайд 78 Слайд 79
Слайд 79 Слайд 80
Слайд 80 Слайд 81
Слайд 81 Слайд 82
Слайд 82 Слайд 83
Слайд 83 Слайд 84
Слайд 84 Слайд 85
Слайд 85 Слайд 86
Слайд 86 Слайд 87
Слайд 87 Слайд 88
Слайд 88 Слайд 89
Слайд 89 Слайд 90
Слайд 90 Слайд 91
Слайд 91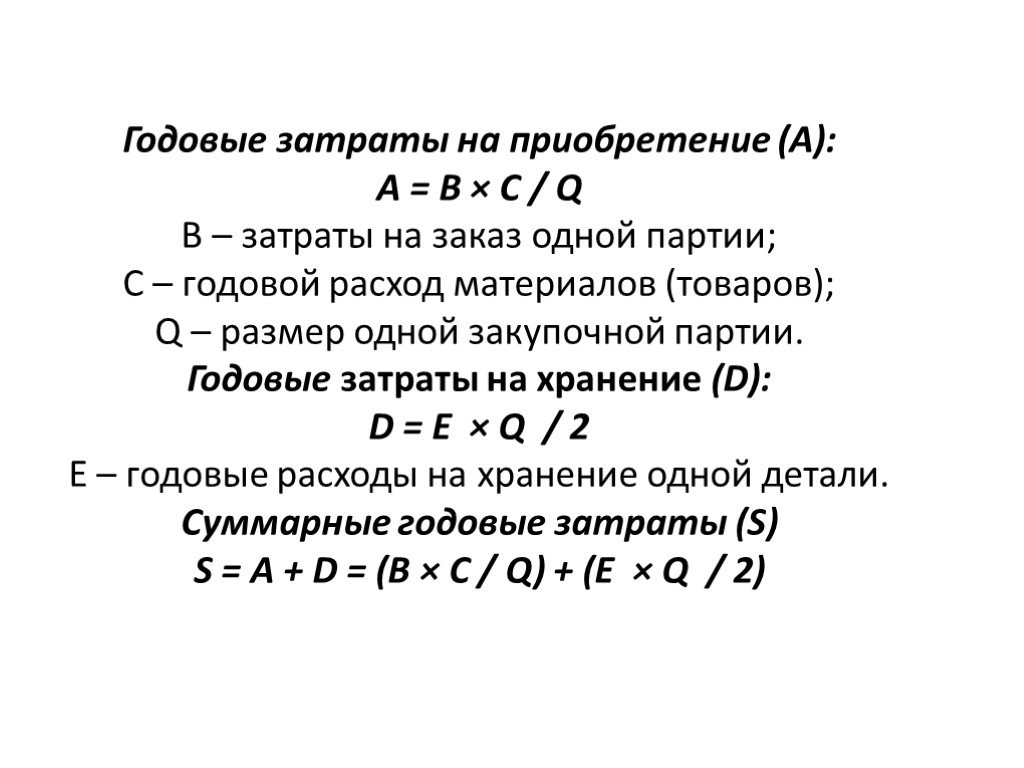 Слайд 92
Слайд 92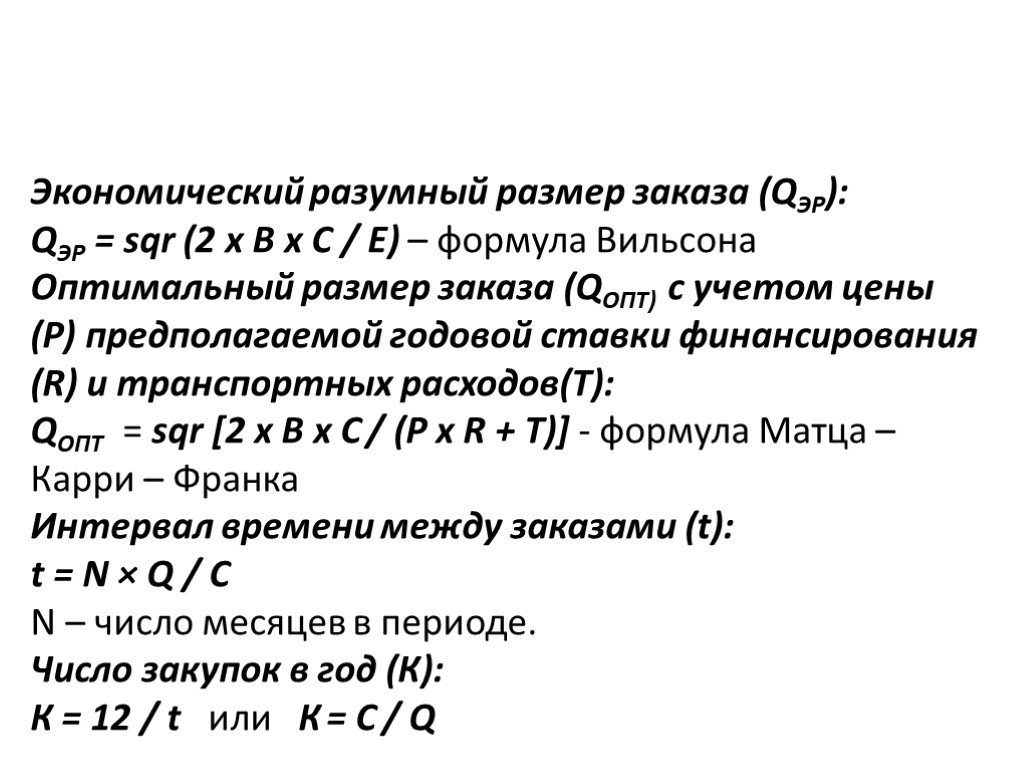 Слайд 93
Слайд 93 Слайд 94
Слайд 94 Слайд 95
Слайд 95 Слайд 96
Слайд 96 Слайд 97
Слайд 97 Слайд 98
Слайд 98 Слайд 99
Слайд 99 Слайд 100
Слайд 100 Слайд 101
Слайд 101 Слайд 102
Слайд 102 Слайд 103
Слайд 103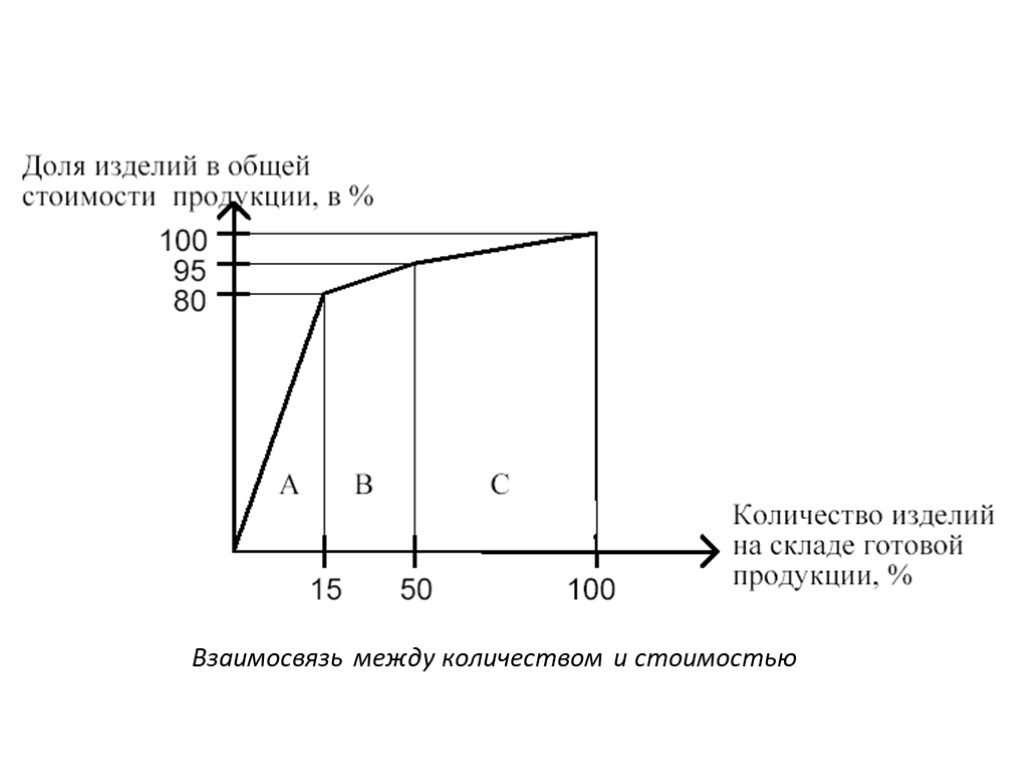 Слайд 104
Слайд 104 Слайд 105
Слайд 105 Слайд 106
Слайд 106 Слайд 107
Слайд 107 Слайд 108
Слайд 108 Слайд 109
Слайд 109 Слайд 110
Слайд 110 Слайд 111
Слайд 111 Слайд 112
Слайд 112 Слайд 113
Слайд 113 Слайд 114
Слайд 114 Слайд 115
Слайд 115 Слайд 116
Слайд 116 Слайд 117
Слайд 117 Слайд 118
Слайд 118 Слайд 119
Слайд 119 Слайд 120
Слайд 120 Слайд 121
Слайд 121 Слайд 122
Слайд 122 Слайд 123
Слайд 123 Слайд 124
Слайд 124 Слайд 125
Слайд 125 Слайд 126
Слайд 126 Слайд 127
Слайд 127 Слайд 128
Слайд 128 Слайд 129
Слайд 129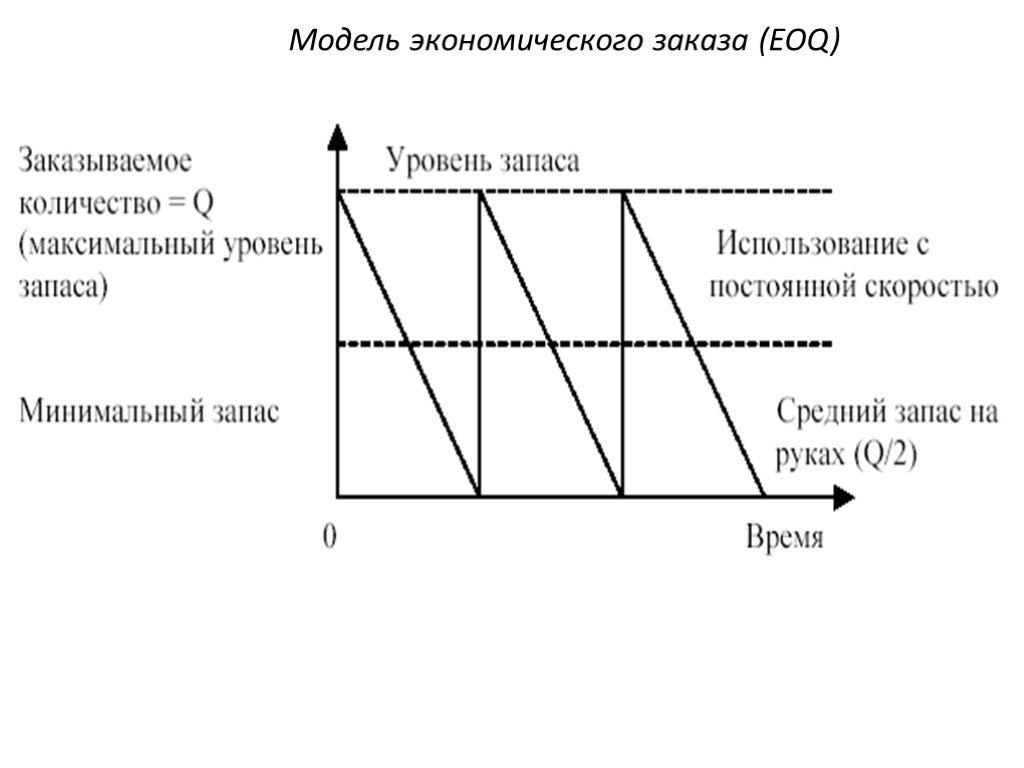 Слайд 130
Слайд 130 Слайд 131
Слайд 131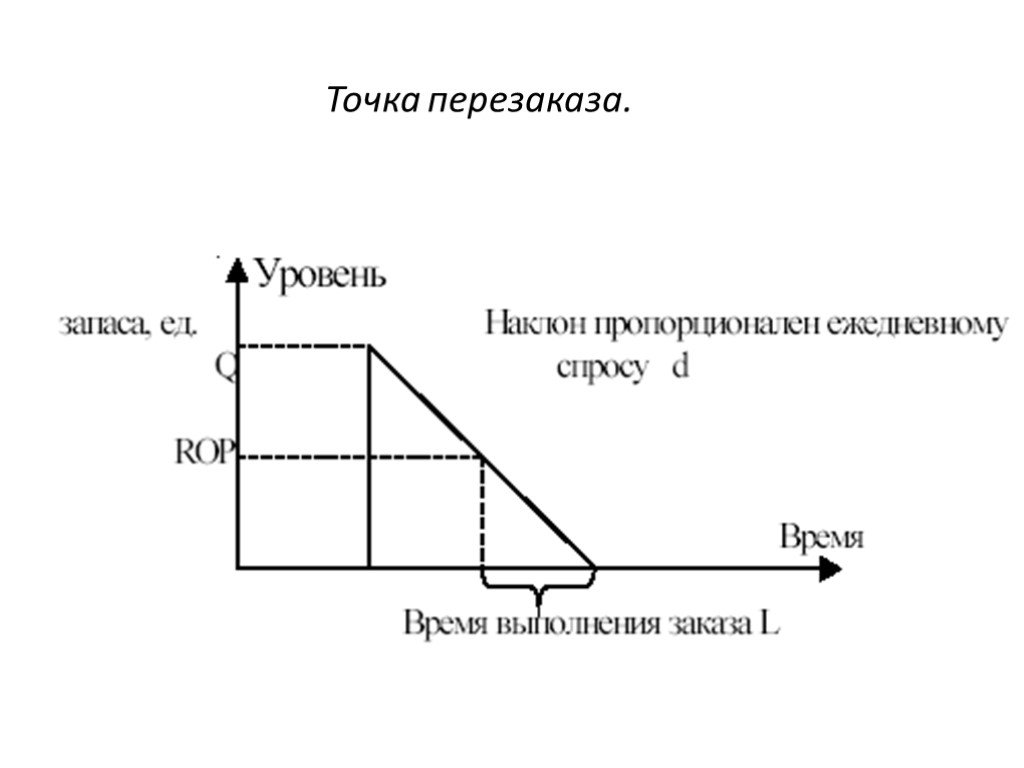 Слайд 132
Слайд 132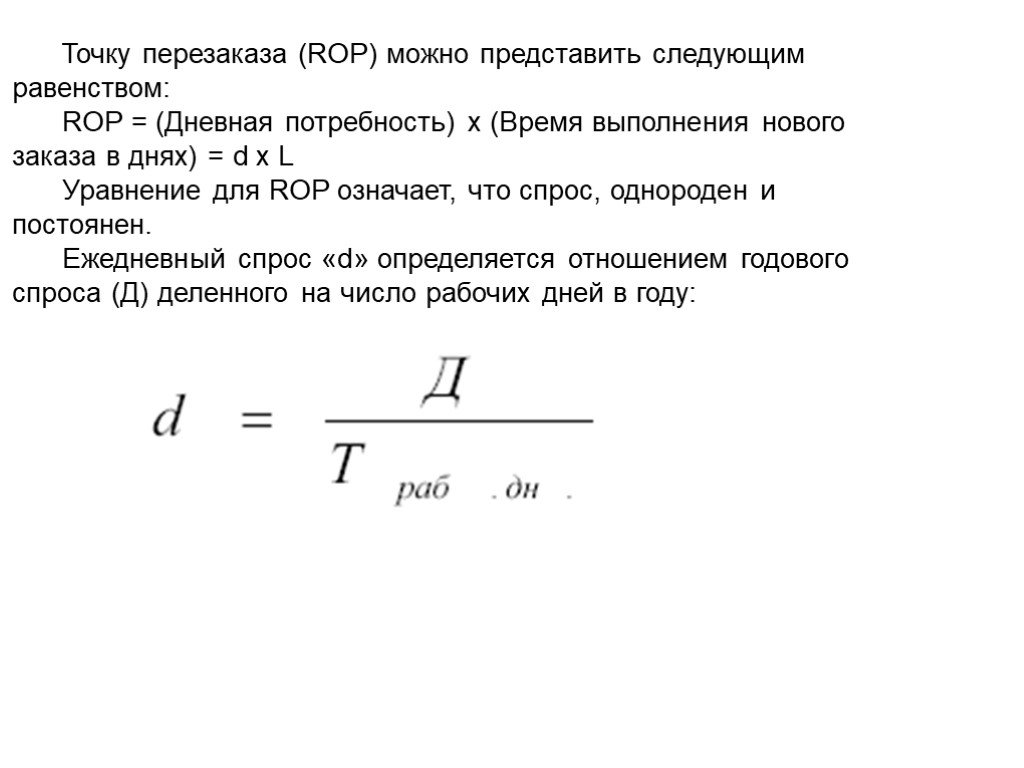 Слайд 133
Слайд 133 Слайд 134
Слайд 134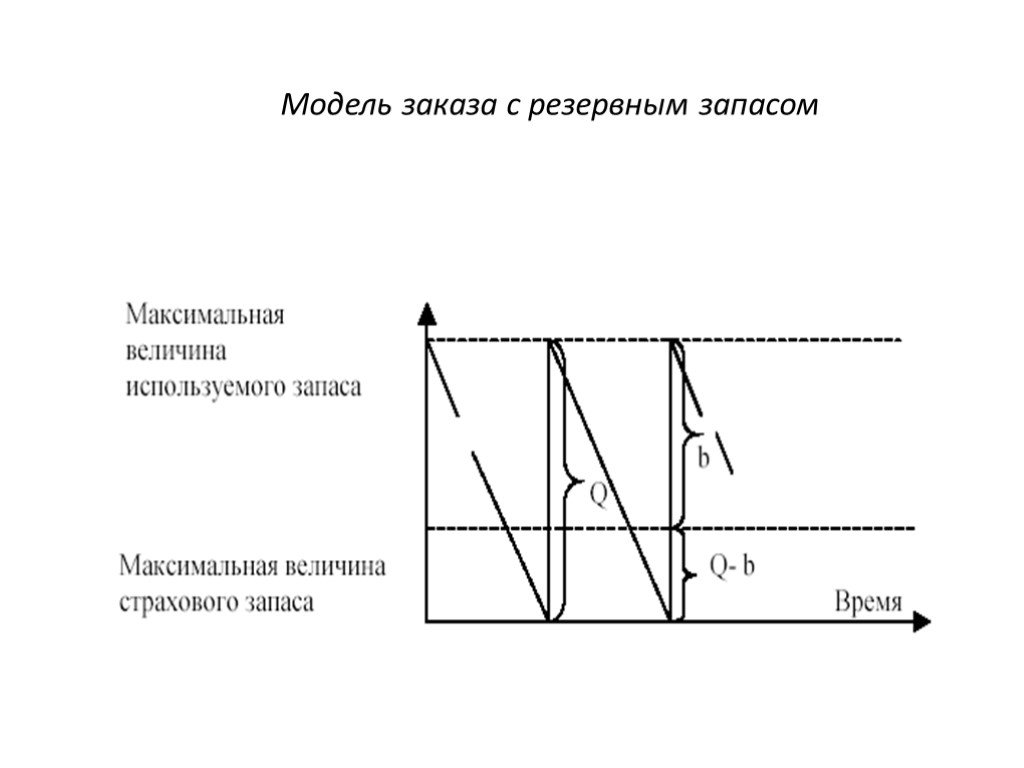 Слайд 135
Слайд 135 Слайд 136
Слайд 136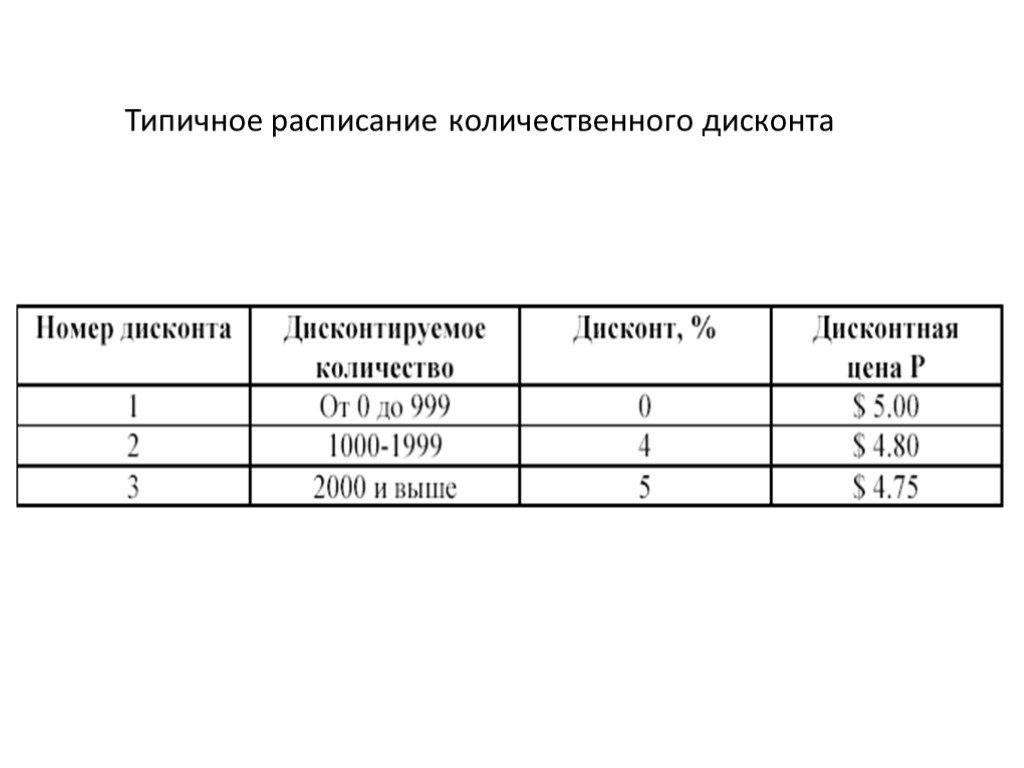 Слайд 137
Слайд 137 Слайд 138
Слайд 138 Слайд 139
Слайд 139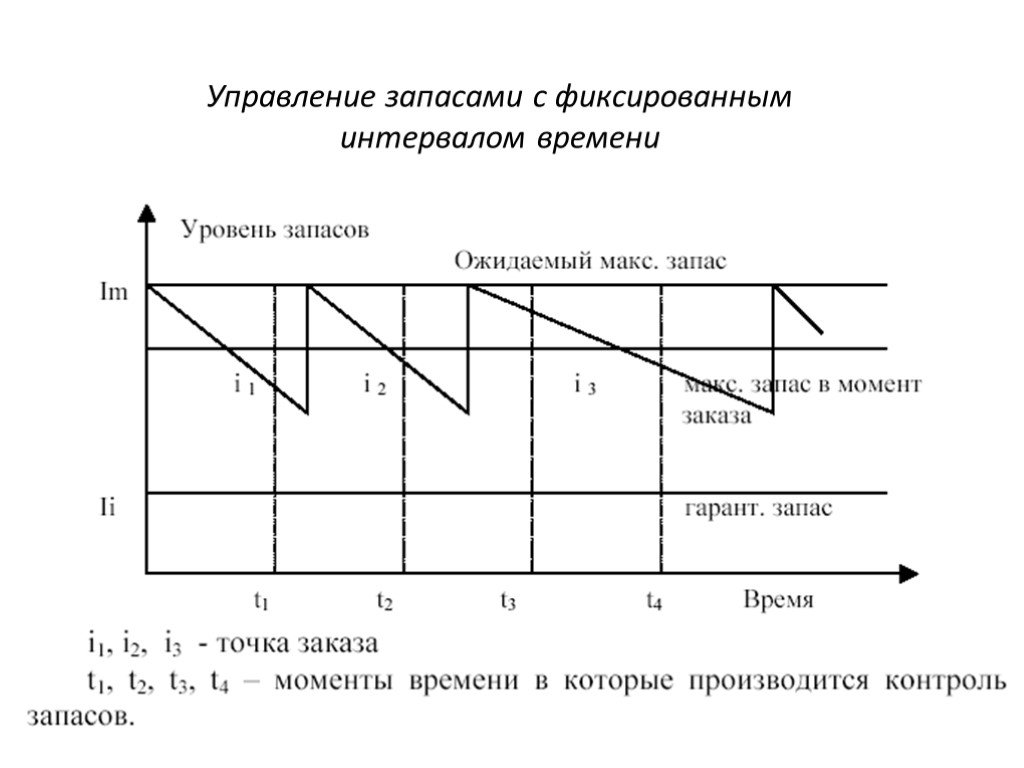 Слайд 140
Слайд 140 Слайд 141
Слайд 141 Слайд 142
Слайд 142 Слайд 143
Слайд 143 Слайд 144
Слайд 144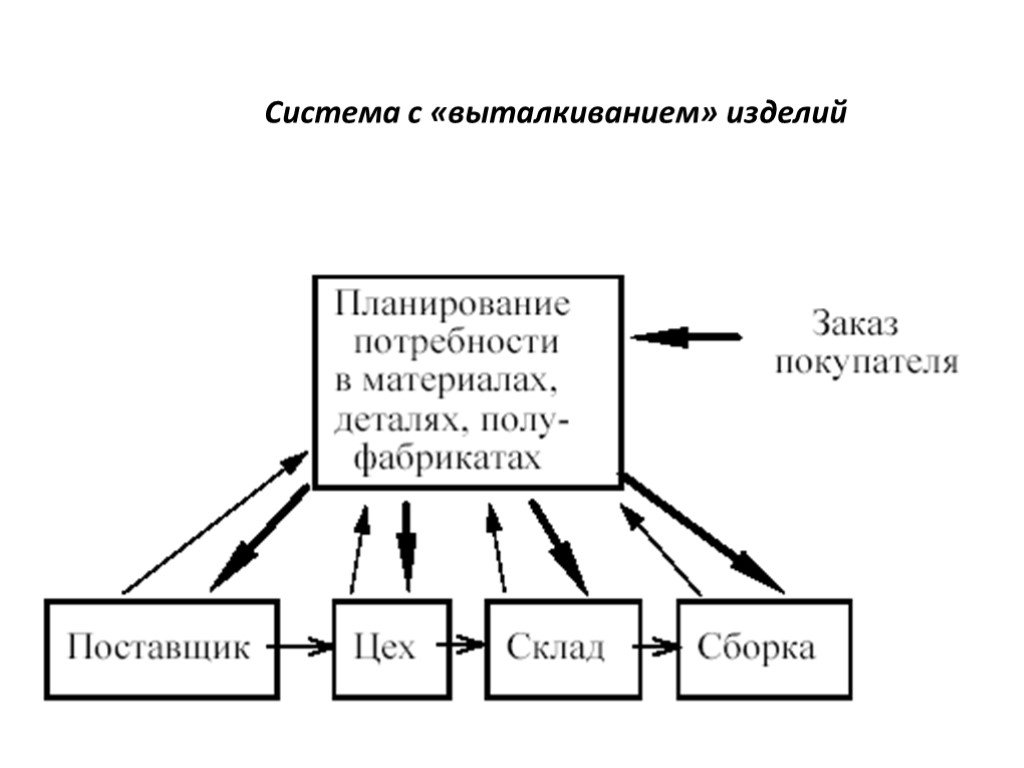 Слайд 145
Слайд 145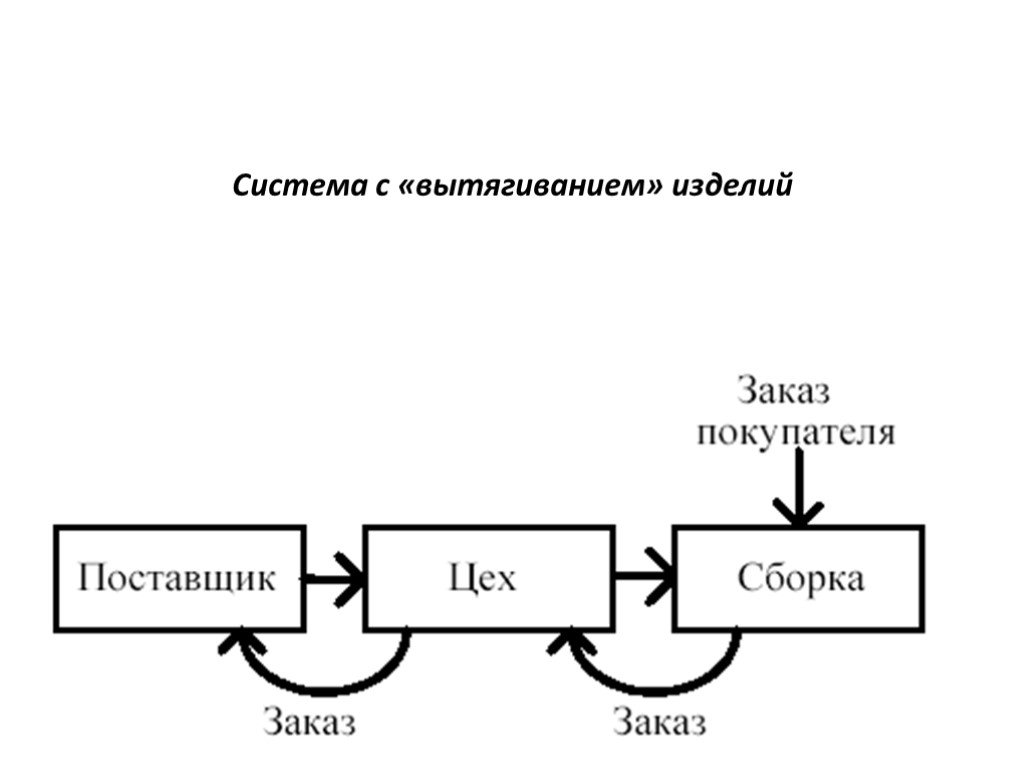 Слайд 146
Слайд 146 Слайд 147
Слайд 147 Слайд 148
Слайд 148 Слайд 149
Слайд 149 Слайд 150
Слайд 150 Слайд 151
Слайд 151 Слайд 152
Слайд 152 Слайд 153
Слайд 153 Слайд 154
Слайд 154 Слайд 155
Слайд 155 Слайд 156
Слайд 156 Слайд 157
Слайд 157 Слайд 158
Слайд 158 Слайд 159
Слайд 159 Слайд 160
Слайд 160 Слайд 161
Слайд 161 Слайд 162
Слайд 162 Слайд 163
Слайд 163 Слайд 164
Слайд 164 Слайд 165
Слайд 165 Слайд 166
Слайд 166 Слайд 167
Слайд 167 Слайд 168
Слайд 168 Слайд 169
Слайд 169










(toxicoinfectionesalimentariae)-")



