Слайд 1Бережливое производство Коротко. Для чайников
Автор курса – Татьяна Волченкова 2015 г.
Слайд 2О чем это?
Виды потерь . Некоторые инструменты бережливого производства
Слайд 3В терминах бережливого производства способность товара удовлетворять ожиданиям потребителя носит название ценность. Потребитель готов платить лишь за соответствие характеристик товара своим ожиданиям (за функциональность, качество, срок выполнения заказа, цену и т.п.). Если в процессе производства осуществляется какая либо деятельность, за которую потребитель платить не намерен, т.е. деятельность, не добавляющая ценности, такая деятельность называется потерей. В японском языке этот термин носит очень звучное название - мУда.
Понятие потерь в бережливом производстве
. 2. Потери транспортировки (избыточное перемещение сырья, продукции, материалов). 3. Потери ожидания (в рабочее время не осуществляется производственная деятельность). 4. Потери из-за запасов (избыточного количества сырья, материалов, п")
Слайд 41. Потери перепроизводства (избыточного производства продукции). 2. Потери транспортировки (избыточное перемещение сырья, продукции, материалов). 3. Потери ожидания (в рабочее время не осуществляется производственная деятельность). 4. Потери из-за запасов (избыточного количества сырья, материалов, полуфабрикатов). 5. Потери из-за производства продукции с дефектами (брака). 6. Потери излишней обработки (обработка, не приносящая ценности или добавляющая не нужную функциональность). 7. Потери на лишние движения (не связанные напрямую с осуществлением производственной деятельности). 8. Потери творческого потенциала (неполное использование возможностей человеческого ресурса).
Восемь видов потерь
Слайд 5Если ты дружишь с головой, ты увидишь бОльшую часть потерь. А для самых умных есть такой инструмент бережливого производства как Карта создания ценностей. Но об этом позже.
Искать черную кошку в черной комнате- также трудно как искать потери.
Слайд 61. Организация рабочих мест - 5S 2.Непрерывное улучшение - Кайзен (Kaizen) 3.Стандартные операционные процедуры 5.Точно вовремя 6.Канбан 7.Быстрая переналадка 8.Встроенное качество 9.Визуальное управление ……. Пока хватит
Некоторые инструменты и методы Бережливого производства
Слайд 7Система 5S
Предназначена для наведения и поддержания порядка на предприятии. Получила свое название от первых букв пяти японских слов и их английских аналогов На русский язык 5S можно перевести как: Сортировка. Часто используемые инструменты лежат близко, редко используемые- далеко. Неиспользуемые в работе предметы и личные вещи не должны хранится на рабочем месте. Создай порядок. Создай порядок размещения инструментов, вспомогательных материалов и пр. Принцип «Окурки в ряд – уже порядок» не приянтя в системе 5S.

Слайд 8Система 5S. Продолжение
Систематическая уборка Уборка должна проходить в системе – с точно установленной периодичностью, точно известным методом, с записью о проведении уборки. Стандартизация – необходимое условие для выполнения первых трёх правил. Для каждого рабочего места должен быть установлен свой порядок хранения инструмента. Порядок должен быть удобен, обеспечивать сохранность инструмента. Места хранения каждого инструмента должны быть подписаны. Порядок должен выполняться всеми, кто работает на этом месте. Совершенствование – Не останавливайтесь на достигнутом, совершенствуйте правила, приемы и методы. Следите, чтобы правила не были избыточными.
Слайд 9Влияние 5S на эффективность производства
Слайд 105 правил расположения вещей в системе 5 S
1. На видном месте 2. Часто используемые вещи лежат ближе. Редко используемые лежат дальше. 3. Легко взять 4. Легко использовать 5. Легко вернуть на место
. Инструмент должно быть легко н")
Слайд 11Основы 5S
Как внедрить 5S на рабочем месте ?
Уберите все лишнее. Выберите места для хранения инструмента и вспомогательных материалов, определите порядок хранения инструмента (в виде фотографии на стенде, оконтуривания места хранения инструмента, перечня инструмента). Инструмент должно быть легко найти, а затем легко убрать на место. Если гаечный ключ используется для настройки этого станка, он должен храниться настолько близко к тому месту, где он используется, насколько это возможно. Обеспечьте все рабочие места отдельно маркированным инвентарем, ветошью, средствами и инструментами для уборки отдельно оборудования и отдельно пола. Если есть виды уборки, которые проводятся реже, чем каждую смену, составьте график уборки, делайте отметки о проведении, опубликуйте Критерии чистоты оборудования. Самое главное – поддержание чистоты должно быть частью ежедневной работы. Нельзя допускать, чтобы уборка выполнялась только иногда, когда накапливается уже слишком много грязи. Сделайте вопросы чистоты обязательной темой при передаче смены Сделайте установленный порядок обязательным для выполнения всеми. Закрепите его в стандартах, обучите, внедрите и контролируйте выполнение.
 Снизятся потери на обслуживание оборудования и рабочего места Условия труда становятся безопаснее. Когда мы моем и обслуживаем оборудование, оно надежнее работает. Рабоче")
Слайд 12Что можно получить от внедрения 5s ?
Снизятся потери на поиск инструментов (норма - 20 секунд на поиск инструмента или документа) Снизятся потери на обслуживание оборудования и рабочего места Условия труда становятся безопаснее. Когда мы моем и обслуживаем оборудование, оно надежнее работает. Рабочее пространство будет опрятным, эргономичным Сотрудники получают больше удовольствия от того, что ежедневно приходят на чистое рабочее место.
Слайд 13Вопрос для разминки. Стенд ремонтника в компании Extron (Финляндия). Соблюдены 5 правил 5S?
Слайд 14Кайдзен - непрерывное совершенствование
Философия Кайдзен: Абсолютно все может и должно быть улучшено. Ни один день не должен пройти без того, чтобы какое-нибудь улучшение не было сделано где-то в компании. Концентрируйся не на критике недостатков, а на предложении улучшений, устраняющих эти недостатки. Мысли нестандартно. Если что-то хорошо работает, постарайся найти способ, чтобы оно заработало еще лучше. Думай о том, как можно улучшить ситуацию, а не о том, почему она не может быть улучшена. Концентрируйся на процессах – создай в компании менталитет, нацеленный на улучшение процессов. Создай дефицит ресурсов, иначе, если ресурсы в избытке, трудно настроиться на менталитет Кайдзен.
Слайд 15Иными словами
Кайдзен – философия постепенного, эволюционного совершенствования. Процесс совершенствования состоит из внесения множества маленьких улучшений, из которых складывается большой эффект.
Слайд 16Два уровня кайдзен
Кайдзен системы или потока, ориентированный на поток создания ценности в целом. Зона ответственности менеджеров Кайдзен процесса, ориентированный на отдельные процессы Зона ответственности рабочих команд
«Иллюстрированный глоссарий по бережливому производству» под ред. Ч. Марчвински и Д. Шука
Слайд 17Какие задачи могут решить Кайдзен-предложения?
Упрощение работы Избавление от трудной работы Освобождение от неудобной работы Создание более безопасных условий работы Обеспечение более производительной работы Улучшение качества продукции Экономия времени и затрат Чистота и порядок на рабочем месте
Слайд 18Расположение всех Инструментов Деталей Производственных стадий Информации о результативности работы производственной системы должно быть таким, чтобы они были хорошо видимы и чтобы любой участник процесса с первого взгляда мог оценить состояние системы. «Иллюстрированный глоссарий по бережливому производству» под ред. Ч. Марчвински и Д. Шука
Основы визуального управления
Слайд 19Использование визуального управления позволяет достичь 2 основные цели: 1. Сделать проблемы видимыми, постоянно владеть ситуацией на рабочем месте Gemba. 2. Сделать ясными задачи по улучшению. При этом всегда видны как текущие результаты, так и цели. Визуальное управление являясь методом БП, одновременно выступает инструментом непрерывного улучшения и вовлечения персонала в улучшения.
Слайд 20Подробнее о визуальном управлении будет рассказано следующей презентации
Слайд 21КАНБАН
Канбан – ярлыки, сигнализирующие о количестве материалов, о потребностях в них и дающие указания по их перемещению на следующую операцию.
Канбан используют для: Обозначения пустых контейнеров, которые надо заполнить; Обозначения количества деталей в полных контейнерах; Обозначения количества требуемых деталей; Обозначение необходимости перемещения продукции на определенную операцию; Контроля перепроизводства Обеспечение порядка и соблюдения безопасности Повышения культуры производства

Слайд 22Быстрая переналадка
Быстрая переналадка – сокращение времени перенастройки оборудования с одного вида продукции на другую с целью снижения объема партии и сокращения незавершенных запасов.
Этапы сокращения времени на переналадку: Сделать записи всех операций во время переналадки Отделить внутренние операции (непосредственно замена оснастки, настройки режима работы) от внешний (транспортировка оснастки, заполнение документов) Разделить внешние операции на ДО и ПОСЛЕ переналадки. Сократить время внешних и внутренних операций, разработать стандартные процедуры переналадки. Сокращение производится за счет повышения эффективности оснастки, транспортировки, упорядочения рабочих мест. Использовать всеобщее вовлечение персонала в процесс сокращения времени переналадок (все смежные службы)
 Проектирование оборудования таки")
Слайд 23Встроенное качество
Встроенное качество – методика управления качеством продукции непосредственно в месте ее производства
Основные принципы встроенного качества: Возможность остановки оборудования работником при возникновении брака или поломки оборудования (Jidoka) Проектирование оборудования таким образом, чтобы выявление отклонений и остановка происходили автоматически Использование системы оповещения о проблемах на производственной линии (Andon) Использование методов предотвращения непреднамеренных ошибок операторов и недостатков технологии (Poka-Yoke) Стандартизация процедур контроля качества и возложение обязанностей по контролю на операторов оборудования Использование методик выявления корневых причин несоответствий (гемба, схема Исикавы, метод 5 Why; А3.) Стандартизация методов.
 Слайд 1
Слайд 1 Слайд 2
Слайд 2 Слайд 3
Слайд 3 Слайд 4
Слайд 4 Слайд 5
Слайд 5 Слайд 6
Слайд 6 Слайд 7
Слайд 7 Слайд 8
Слайд 8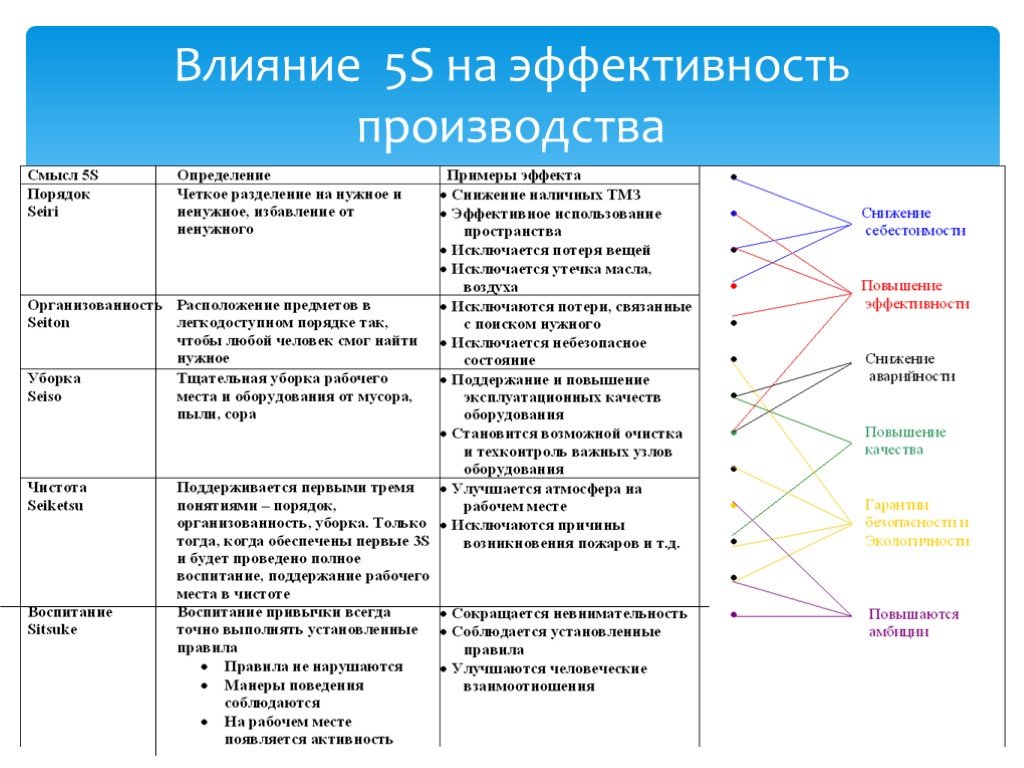 Слайд 9
Слайд 9 Слайд 10
Слайд 10 Слайд 11
Слайд 11 Слайд 12
Слайд 12 Слайд 13
Слайд 13 Слайд 14
Слайд 14 Слайд 15
Слайд 15 Слайд 16
Слайд 16 Слайд 17
Слайд 17 Слайд 18
Слайд 18 Слайд 19
Слайд 19 Слайд 20
Слайд 20 Слайд 21
Слайд 21 Слайд 22
Слайд 22 Слайд 23
Слайд 23









