Презентация "Тема 1.2. Металлообрабатывающие станки" – проект, доклад
 Слайд 1
Слайд 1 Слайд 2
Слайд 2 Слайд 3
Слайд 3 Слайд 4
Слайд 4 Слайд 5
Слайд 5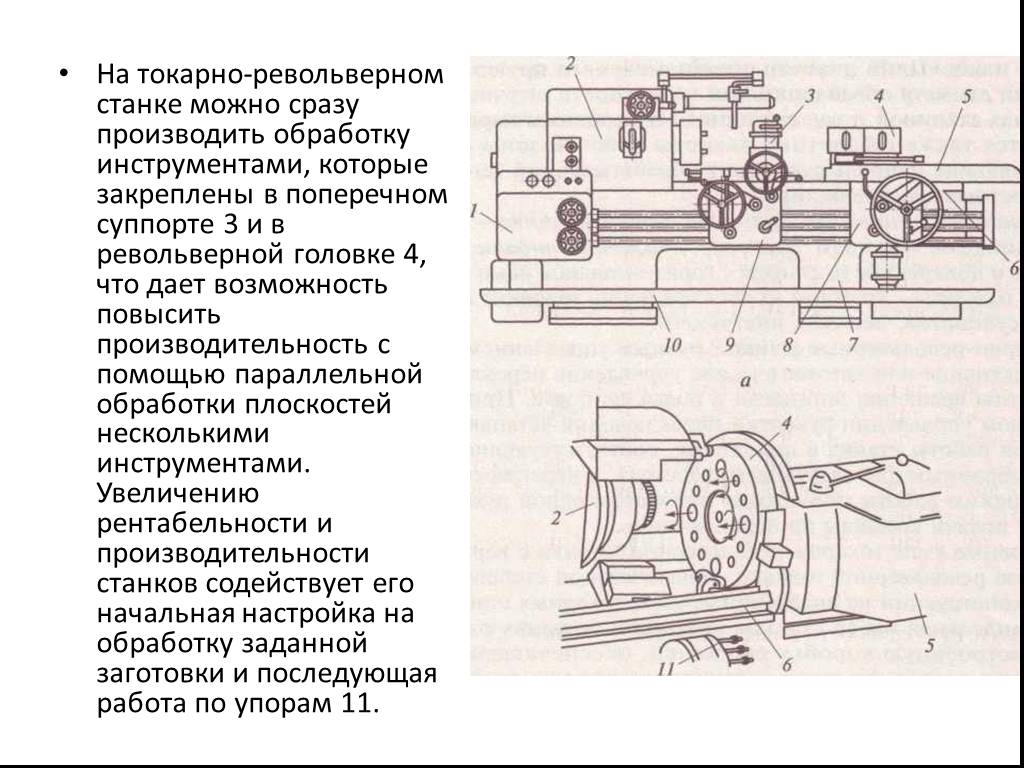 Слайд 6
Слайд 6 Слайд 7
Слайд 7 Слайд 8
Слайд 8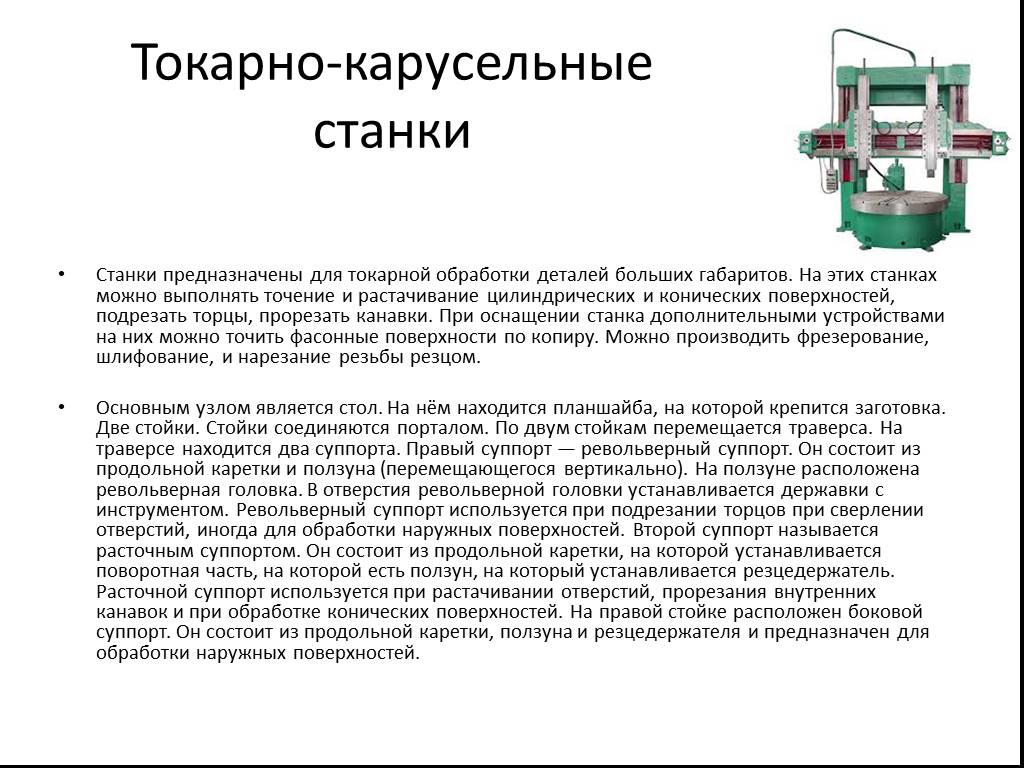 Слайд 9
Слайд 9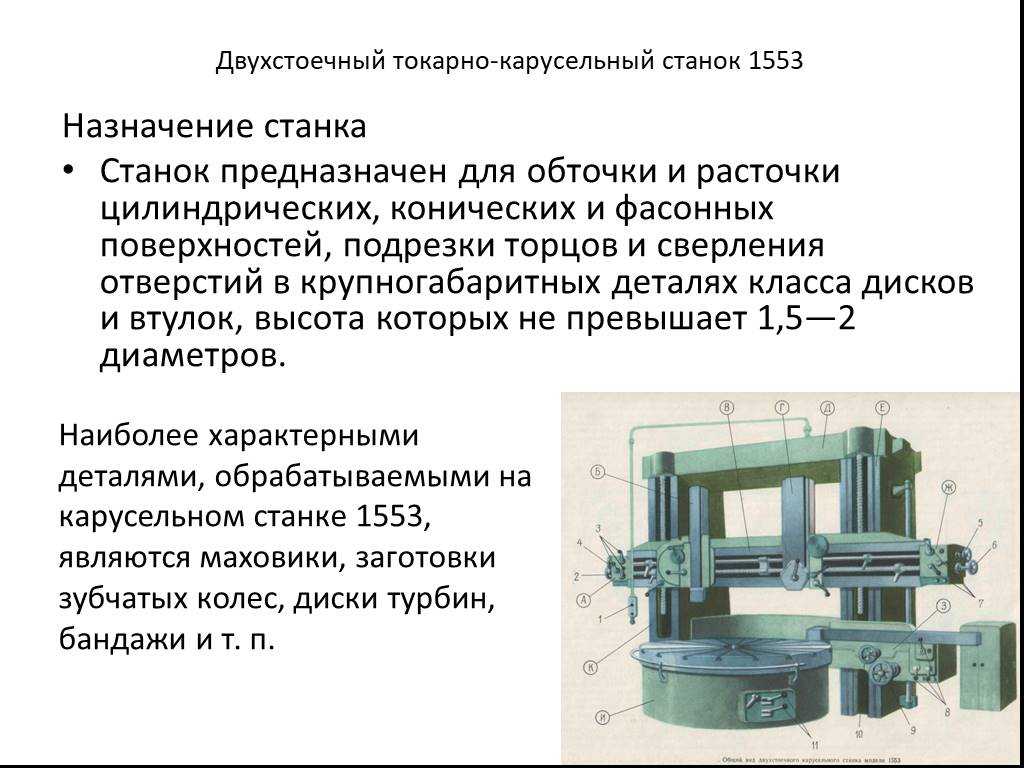 Слайд 10
Слайд 10 Слайд 11
Слайд 11 Слайд 12
Слайд 12 Слайд 13
Слайд 13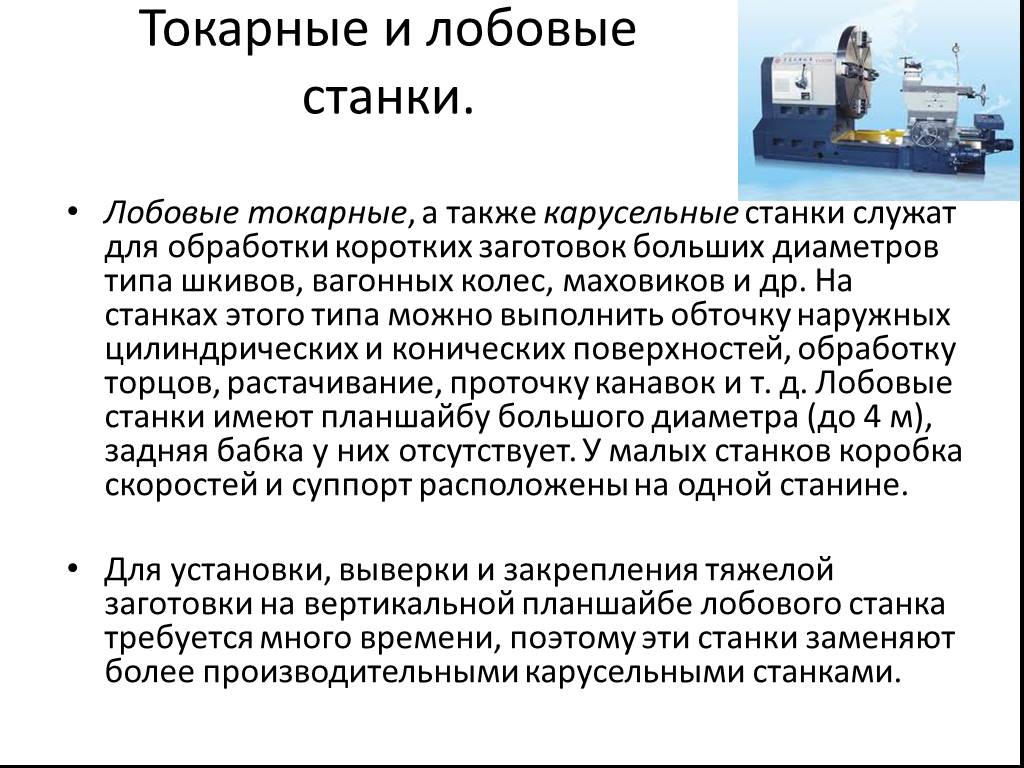 Слайд 14
Слайд 14 Слайд 15
Слайд 15 Слайд 16
Слайд 16 Слайд 17
Слайд 17 Слайд 18
Слайд 18 Слайд 19
Слайд 19 Слайд 20
Слайд 20 Слайд 21
Слайд 21 Слайд 22
Слайд 22 Слайд 23
Слайд 23 Слайд 24
Слайд 24 Слайд 25
Слайд 25 Слайд 26
Слайд 26 Слайд 27
Слайд 27 Слайд 28
Слайд 28 Слайд 29
Слайд 29 Слайд 30
Слайд 30Презентацию на тему "Тема 1.2. Металлообрабатывающие станки" можно скачать абсолютно бесплатно на нашем сайте. Предмет проекта: Разные. Красочные слайды и иллюстрации помогут вам заинтересовать своих одноклассников или аудиторию. Для просмотра содержимого воспользуйтесь плеером, или если вы хотите скачать доклад - нажмите на соответствующий текст под плеером. Презентация содержит 30 слайд(ов).
Слайды презентации
Список похожих презентаций

Тема 1.2. Металлообрабатывающие станки
План занятия. Вертикально-фрезерные консольные станки. Вертикальные бесконсольные станки. Фрезерные станки непрерывного действия. Копировальные и ...
Тема 1.2Причины чрезвычайных ситуаций техногенного характера и защита от них
Техногенное загрязнение биосферы. . Границы биосферы определяются факторами, которые обеспечивают возможность существования живых организмов. Верхняя ...
Тема 4.Правовой статус государственных внебюджетных фондов
План. 1. Понятие государственных внебюджетных фондов и их место в финансовой системе государства 2. Организация социального страхования в России 3. ...
Тема 6. Юридические лица как субъекты мчп
6.1. Основные правовые категории, определяющие правовое положение иностранных юридических лиц. Национальность юридического лица Личный закон юридического ...
Тема 4: ОПТИЧЕСКАЯ МИКРОСКОПИЯ
1. ОПТИЧЕСКАЯ МИКРОСКОПИЯ Микроскоп – это оптический прибор для получения увеличенных изображений объектов. Микроскоп состоит из двух систем - окуляра ...
Тема 4. УЧЕТ НЕМАТЕРИАЛЬНЫХ АКТИВОВ
П Л А Н Понятие и оценка нематериальных активов Учет поступления, создания и выбытия нематериальных активов Учет амортизации нематериальных активов. ...
Тема №4. Управление государственным сектором экономики
Мировой опыт. В развитых странах наблюдается значительное государственное присутствие в таких отраслях как атомная, аэрокосмическая, автомобильная ...
Тема : Орган вкуса. Строение, топография, кровоснабжение, иннервация.
План:. 1.Значение органа вкуса 2.Филогенез органа вкуса 3.Онтогенез органа вкуса и аномалии развития 4.Строение языка 5.Кровоснабжение и иннервация. ...
Тема 1: «социальная психология как наука»
Вопросы занятия:. 1. Объект, предмет, задачи социальной психологии. Функции социальной психологии (методологическая, теоретико-познавательная, мировоззренческая, ...
Тема 8. Пенитенциарная социология. Наказание как социальная практика.
План 1. Механизмы социального контроля преступного поведения. Социальный институт суда. 2. Тюрьма в системе социального контроля. Список рекомендованной ...
Тема «Мышление»
Мышление. — это высшая форма познавательной деятельности человека, социально обусловленный психический процесс опосредованного и обобщенного отражения ...
Тема «Социально-экономическая сущность бюджета»
Бюджет – категория экономическая. Бюджет по своей природе является экономическим базисом государства. Любые колебания или изменения этого базиса приводят ...
Тема «Актуальные проблемы интеграции России в мировую экономическую систему»
Распад в конце 80-х годов системы экономических отношений объединявших членов СЭВ а в 1991 году - и СССР, привел к коренному изменению геополитической ...
Тема :ЭМБРИОГЕНЕЗ ЧЕЛОВЕКА. ГАСТРУЛЯЦИЯ
. Гаструляция зародыша человека происходит в две фазы. Первая фаза начинается вместе с имплантацией (на 7-е сутки) и продолжается до 13—14-х суток. ...
Тема : Учёт операций по расчётным счетам.
1. Расчётные отношения организации. На р/сч сосредотачиваются свободные денежные средства и поступления за реализованную продукцию, выполненные работы ...
Тема 7 Учет затрат на производство
ВОПРОС 1: Состав и классификация затрат, включаемых в себестоимость продукции;. Себестоимость продукции (работ, услуг) представляет собой стоимостную ...
Тема 1. Понятие налоги и налогообложение. Налоговая система
Налоги и сборы являются основным источником формирования бюджета любого государства. За счет налоговых поступлений финансируются государственные и ...
Тема 7. Мотивация в менеджменте
1. Понятие мотивации. Мотивация — одна из важнейших функций менеджмента, поскольку подразумевает систему побудительных сил, способствующих выполнению ...
Тема лекции: «Формирование управленческой команды»
ВВЕДЕНИЕ 1. Типология формирования команд 2. Динамика управленческой команды 3. Критерии эффективно работающей команды 4. Этапы формирования управленческой ... государства")
Тема № 6. Механизм (аппарат) государства
Вопросы: 1. Понятие и структура механизма (аппарата) государства 2. Понятие и классификация государственных органов 3. Государственные служащие и ...Советы как сделать хороший доклад презентации или проекта
- Постарайтесь вовлечь аудиторию в рассказ, настройте взаимодействие с аудиторией с помощью наводящих вопросов, игровой части, не бойтесь пошутить и искренне улыбнуться (где это уместно).
- Старайтесь объяснять слайд своими словами, добавлять дополнительные интересные факты, не нужно просто читать информацию со слайдов, ее аудитория может прочитать и сама.
- Не нужно перегружать слайды Вашего проекта текстовыми блоками, больше иллюстраций и минимум текста позволят лучше донести информацию и привлечь внимание. На слайде должна быть только ключевая информация, остальное лучше рассказать слушателям устно.
- Текст должен быть хорошо читаемым, иначе аудитория не сможет увидеть подаваемую информацию, будет сильно отвлекаться от рассказа, пытаясь хоть что-то разобрать, или вовсе утратит весь интерес. Для этого нужно правильно подобрать шрифт, учитывая, где и как будет происходить трансляция презентации, а также правильно подобрать сочетание фона и текста.
- Важно провести репетицию Вашего доклада, продумать, как Вы поздороваетесь с аудиторией, что скажете первым, как закончите презентацию. Все приходит с опытом.
- Правильно подберите наряд, т.к. одежда докладчика также играет большую роль в восприятии его выступления.
- Старайтесь говорить уверенно, плавно и связно.
- Старайтесь получить удовольствие от выступления, тогда Вы сможете быть более непринужденным и будете меньше волноваться.
Информация о презентации
Дата добавления:17 марта 2019
Категория:Разные
Содержит:30 слайд(ов)
Поделись с друзьями:
Скачать презентацию









