Презентация "Транспортирующие машины" (11 класс) по географии – проект, доклад
 Слайд 1
Слайд 1 Слайд 2
Слайд 2 Слайд 3
Слайд 3 Слайд 4
Слайд 4 Слайд 5
Слайд 5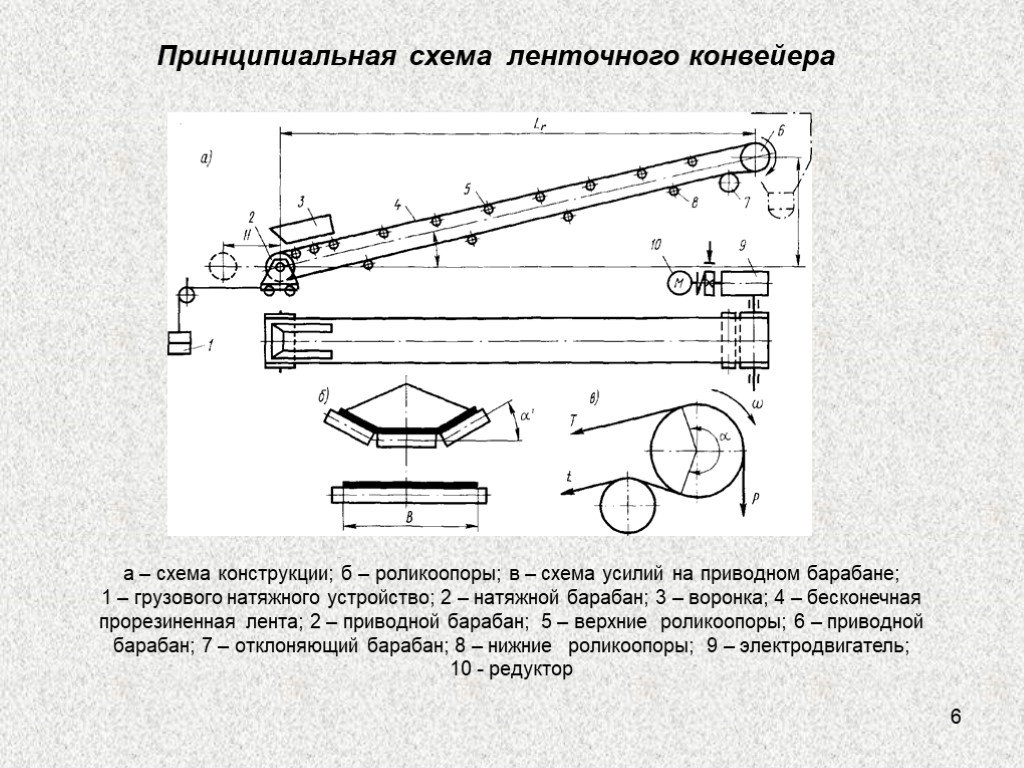 Слайд 6
Слайд 6 Слайд 7
Слайд 7 Слайд 8
Слайд 8 Слайд 9
Слайд 9 Слайд 10
Слайд 10 Слайд 11
Слайд 11 Слайд 12
Слайд 12 Слайд 13
Слайд 13 Слайд 14
Слайд 14 Слайд 15
Слайд 15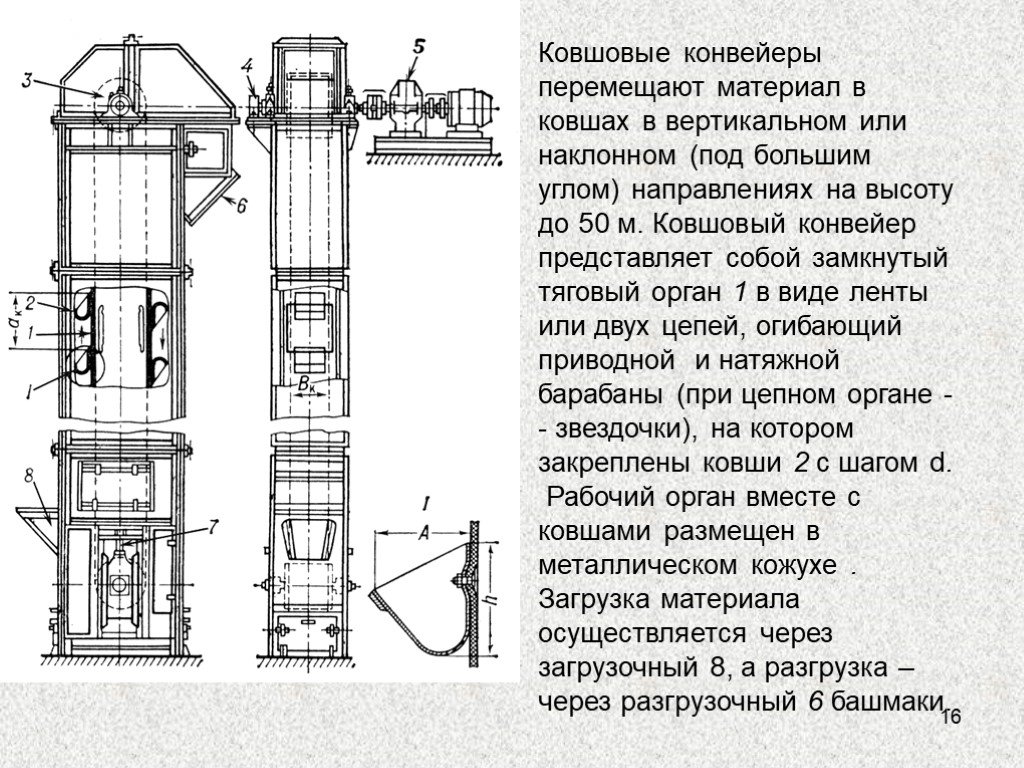 Слайд 16
Слайд 16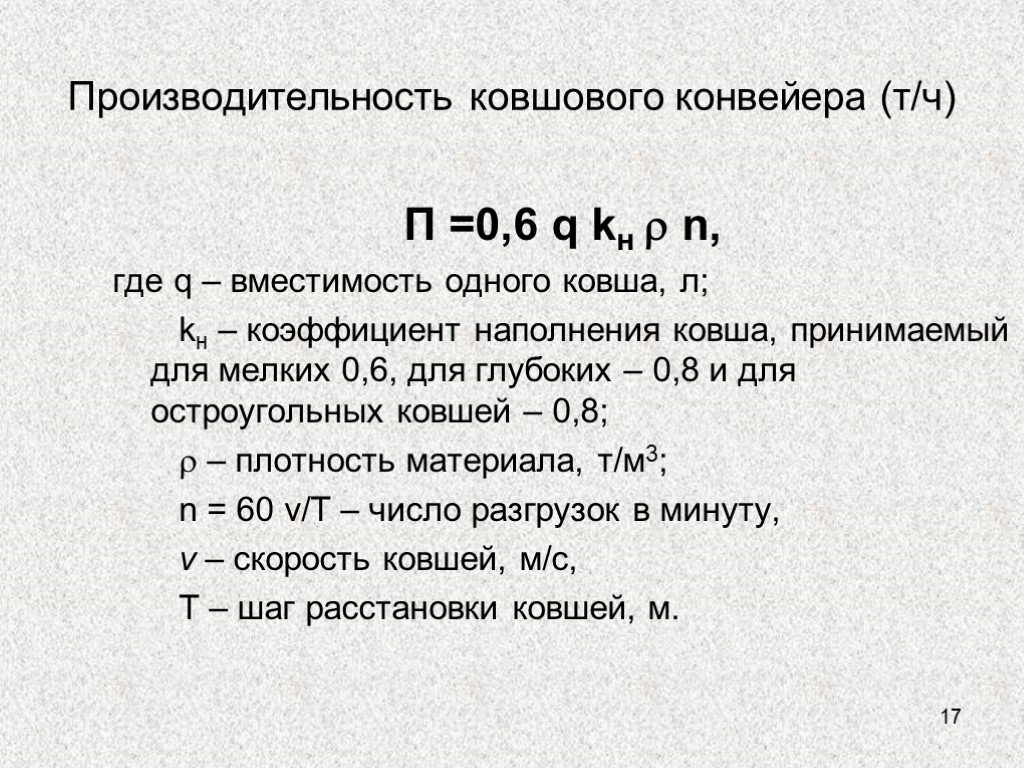 Слайд 17
Слайд 17 Слайд 18
Слайд 18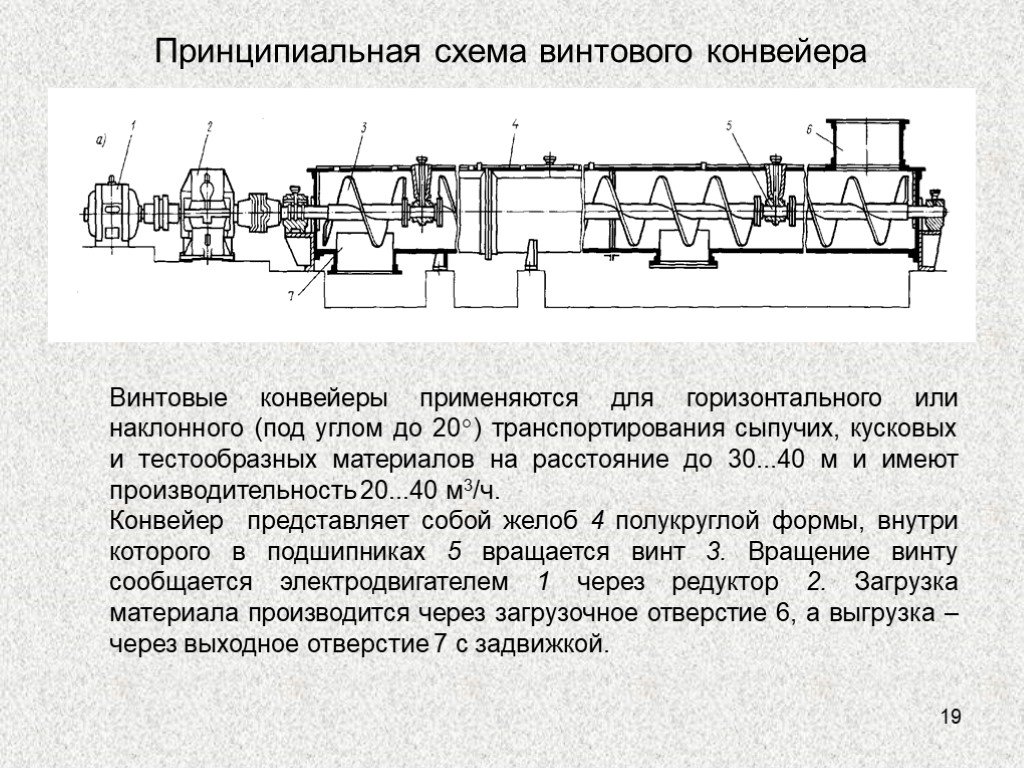 Слайд 19
Слайд 19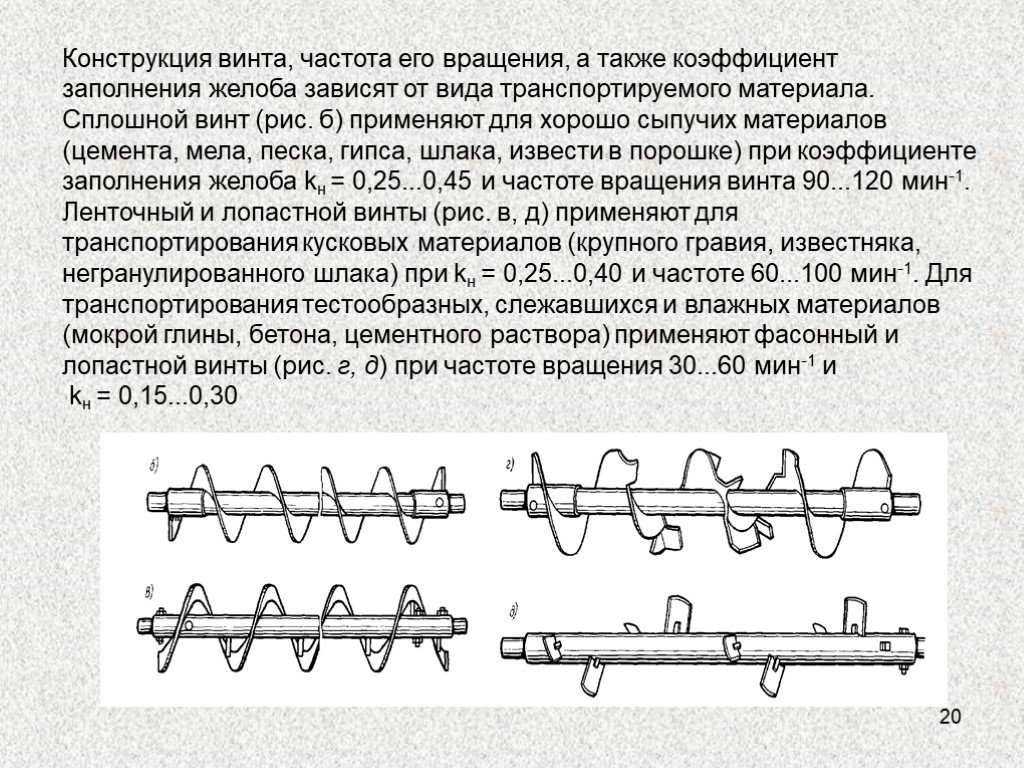 Слайд 20
Слайд 20 Слайд 21
Слайд 21 Слайд 22
Слайд 22 Слайд 23
Слайд 23 Слайд 24
Слайд 24 Слайд 25
Слайд 25 Слайд 26
Слайд 26 Слайд 27
Слайд 27Презентацию на тему "Транспортирующие машины" (11 класс) можно скачать абсолютно бесплатно на нашем сайте. Предмет проекта: География. Красочные слайды и иллюстрации помогут вам заинтересовать своих одноклассников или аудиторию. Для просмотра содержимого воспользуйтесь плеером, или если вы хотите скачать доклад - нажмите на соответствующий текст под плеером. Презентация содержит 27 слайд(ов).
Слайды презентации
Список похожих презентаций

Кроссворд "Экономическая география и регионалистика"
К какой группе по классификации ООН относится подавляющее число стран из Зарубежной Азии? Огромными запасами этого ресурса славятся такие страны как ...
Социально-экономическая география мира
Экономическая и социальная география мира. Учебник для 10 класса. В.П. Максаковский Атлас. Издательство “Картография” Контурные карты. Источники в ...
Социально-экономическая география Аргентины
Протяженность Аргентины с Севера на Юг составляет около 3800 км и около 1400 км с запада на восток. На Юге и Западе Аргентина граничит с Чили, на ...
Экономическая география
Экономика. это «наука, изучающая распределение редких ресурсов между альтернативными способами их конечного использования» Человеческим языком: ...
Социальная и экономическая география мира
Мы изучаем мировое хозяйство. Во всех частях земного шара имеются свои, даже очень любопытные, другие части. Козьма Прутков. Оглавление. 1.Понятие ...
Экономическая география России
География – есть способ познания окружающего мира. География переводится как «землеописание». География начиналась как страноведение и развивалось ...
Ломоносов и география
Любой век, любая эпоха нашей народной жизни всегда приукрашена чьей-либо особо яркой и могучей жизнью, деяниями особо славными. Многие звезды украшали ...
Лингвистическая география
Конец XIX - начало XX вв. Во многих странах активно развивается диалектология. французско-швейцарская школа «лингвистической географии» (глава - Ж. ...
Глобальная география
Тип занятия: лекция Технология: ИТ. Форма работы: лекция, фронтальная (1 час). План лекции Что изучает глобальная география. Интеграция глобальной ...
география железных руд в мире
Доля различных технологий в странах – ведущих продуцентах стали, % (по данным World Steel Association). Потребление стальной продукции в мире в 2009г., ...
Рекреационная география
Задачи :. Цель моего реферата – изучить географию рекреационных ресурсов и систематизировать знания по данному вопросу. 1) расширить знания о рекреационных ...
Природная география
Объяснительная записка. Элективный курс «Рекреационная география Сибирского ФО» рассчитана на 18 часов и предназначен для изучения в социально-экономическом ...
Политическая география России
Содержание курса:. 1. Структура и формирование политической географии 2. Мировая политическая география и геополитика 3. Развитие политической географии ...
Региональная география
Раздел 2. Тема 1. РЕГИОНАЛЬНАЯ ГЕОГРАФИЯ. Предварительная аттестация. По блоку МИРОВОЕ ХОЗЯЙСТВО Тест Кроссворд По блоку РЕГИОНАЛЬНАЯ ГЕОГРАФИЯ Эссе ...

Химия и география
Блиц-опрос. Дайте определения понятиям: Атом Молекула Ион Диффузия Физическое явление. Выпишите явления, которые относятся к физическим? А) замерзание ...
Что такое социальная география
ДЛЯ ЧЕГО НУЖНО ИЗУЧАТЬ ГЕОГРАФИЮ НАСЕЛЕНИЯ? ЗНАНИЯ ПО «ГЕОГРАФИИ НАСЕЛЕНИЯ» ЭТО:. (*)ТОЛЕРАНТНОСТЬ = «ТЕРПИМОСТЬ» - УВАЖИТЕЛЬНОЕ ОТНОШЕНИЕ К ПРЕДСТАВИТЕЛЯМ ...
Физическая география
Распределение воды и суши по земному шару:. Суша занимает менее 1/3 поверхности Земли. На Земле преобладает синий цвет её морей и океанов. Занимающих ...
Физическая география России
«…Широко ты, Русь, По лицу земли В красе царственной Развернулася !» И.С.Никитин. Физическая география изучает природу и природные ресурсы России. ...
Тюменская область история, география, экономика
ТЮМЕНСКАЯ ОБЛАСТЬ. Тюменская область была образована 14 августа 1944 года. Физическая карта Тюменской области. Тюменская область - один из крупнейших ...Советы как сделать хороший доклад презентации или проекта
- Постарайтесь вовлечь аудиторию в рассказ, настройте взаимодействие с аудиторией с помощью наводящих вопросов, игровой части, не бойтесь пошутить и искренне улыбнуться (где это уместно).
- Старайтесь объяснять слайд своими словами, добавлять дополнительные интересные факты, не нужно просто читать информацию со слайдов, ее аудитория может прочитать и сама.
- Не нужно перегружать слайды Вашего проекта текстовыми блоками, больше иллюстраций и минимум текста позволят лучше донести информацию и привлечь внимание. На слайде должна быть только ключевая информация, остальное лучше рассказать слушателям устно.
- Текст должен быть хорошо читаемым, иначе аудитория не сможет увидеть подаваемую информацию, будет сильно отвлекаться от рассказа, пытаясь хоть что-то разобрать, или вовсе утратит весь интерес. Для этого нужно правильно подобрать шрифт, учитывая, где и как будет происходить трансляция презентации, а также правильно подобрать сочетание фона и текста.
- Важно провести репетицию Вашего доклада, продумать, как Вы поздороваетесь с аудиторией, что скажете первым, как закончите презентацию. Все приходит с опытом.
- Правильно подберите наряд, т.к. одежда докладчика также играет большую роль в восприятии его выступления.
- Старайтесь говорить уверенно, плавно и связно.
- Старайтесь получить удовольствие от выступления, тогда Вы сможете быть более непринужденным и будете меньше волноваться.
Информация о презентации
Дата добавления:13 января 2019
Категория:География
Содержит:27 слайд(ов)
Поделись с друзьями:
Скачать презентацию









