Слайд 1Затраты на качество
СМК
Слайд 2Составляющие затрат на качество

Слайд 3Затраты на предупредительные мероприятия
1. Управление качеством – Затраты на планирование системы качества. – Затраты на преобразование ожиданий потребителя по качеству в технических характеристиках материала, процесса, продукта. 2. Управление процессом – Затраты на установление средств управления процессом. – Затраты на изучение возможностей процесса. – Затраты на осуществление технической поддержки производственному персоналу в применении (осуществлении) и поддержании процедур и планов по качеству. 3. Планирование качества другими подразделениями – Затраты, связанные с деятельностью по планированию качества, выполняемой персоналом, не подчиняющимся Управляющему по Качеству. 4. Контрольное и измерительное оборудование – Затраты, связанные с разработкой и усовершенствованием всего контрольного и измерительного оборудования (приборов). – Затраты, связанные с обслуживанием и калибровкой всего оборудования (приборов). – Затраты, связанные с обслуживанием и калибровкой технологической оснастки, приспособлений, шаблонов и образцов, имеющих прямое отношение к качеству продукции. Ни при каких условиях в данную категорию не включаются затраты связанные со стоимостью изготовления или амортизация этого оборудования.

Слайд 45. Обеспечение качества поставок – Затраты на оценку потенциальных поставщиков и материалов перед заключением договоров на поставки. – Затраты, связанные с технической подготовкой проверок и испытаний закупленных материалов. – Затраты на техническую поддержку поставщиков, направленную на помощь им в достижении ожидаемого качества. 6. Аудит системы качества – Затраты на внутренний аудит качества. – Затраты на аудит системы качества потребителем, его агентом или другим уполномоченным органом. 7. Программа улучшения качества – Затраты, связанные с внедрением программ улучшения, наблюдением за ними и составлением отчетов, включая затраты на сбор и анализ данных, составление отчета по затратам на качество. 8. Обучение вопросам качества – Затраты на внедрение, развитие и функционирование программы обучения персонала всех уровней вопросам качества. 9. Затраты, не учтенные где-либо еще, такие как: – Заработная плата секретарей и служащих, организационные расходы и т.п., которые непосредственно связаны с предупредительными мероприятиями.

Слайд 5Затраты на контроль
1. Проверки и испытания – Оплата работ инспекторов и испытательного персонала, при плановых проверках производственных операций. – Повторные проверки отбракованных элементов, их испытания, сортировки и т.д. не включается. 2. Проверки и испытания поставляемых материалов – Оплата работ инспекторов и испытательного персонала, связанных с закупленными у поставщиков материалами, включая инспекторов и служащих различного уровня. – Затраты на лабораторные испытания, выполняемые для оценки качества поставляемых материалов. – Затраты, связанные с работой инспекторов и испытательного персонала, проводящих оценку материалов на производстве поставщика. 3. Материалы для тестирования и проверок – Стоимость расходных материалов, используемых при контроле и испытаниях. – Стоимость материалов, образцов и т.п., подвергнутых разрушающему контролю. – Стоимость испытательного оборудования не включается.

Слайд 64. Контроль процесса – Оплата труда персонала, не подчиняющегося управляющему по качеству, выполняющего контроль и испытания на производственных линиях. 5. Прием продукции заказчиком – Затраты на запуск и тестирование готовой продукции на производстве для сдачи ее заказчику перед поставкой. – Затраты на приемочные испытания продукции у заказчика до ее сдачи. 6. Проверка сырья и запасных частей – Затраты на контроль и испытание сырья, запасных частей и т.п., связанные с изменениями технических требований проекта, чрезмерным временем хранения или неуверенностью, вызванной другими проблемами. 7. Аудит продукта – Затраты на проведение аудита качества технологических операций либо в процессе производства, либо по конечному продукту. – Затраты на все испытания на надежность, проводимых на произведенных изделиях. – Затраты на подтверждение качества продукта внешними органами, такими как страховые компании, правительственные агенты и т.д.

Слайд 7Внутренние затраты на дефект
1. Отходы – Стоимость материалов, которые не отвечают требованиям качества и затраты на их утилизацию и вывоз. – Ликвидационная стоимость отходов производства не включается. Не учитывается стоимость отходов, вызванных перепроизводством, моральным устареванием продукции или изменением конструкции по требованию заказчика. 2. Переделки и ремонт. – Затраты, возникшие при восстановлении изделий (материалов) до соответствия требованиям по качеству по средством либо переделки, либо ремонта, либо и тем и другим. – Затраты на повторное тестирование и инспекции после переделок или ремонта. 3. Анализ потерь – Затраты на определение причин возникших несоответствий требованиям по качеству. 4. Взаимные уступки – Затраты на допуск к применению тех материалов, которые не отвечают техническим требованиям. 5. Снижение сорта – Затраты, возникшие вследствие снижения продажной цены на продукцию, которая не отвечает первоначальным техническим требованиям. 6. Отходы и переделки, возникшие по вине поставщиков – Затраты, понесенные в том случае, когда после получения от поставщика обнаружилось, что поставленные материалы оказались не годными.

Слайд 8Внешние затраты на дефект
1. Продукция не принятая потребителем – Затраты на выявление причин отказа заказчика принять продукцию. – Затраты на переделки, ремонт или замену не принятой продукции. 2. Гарантийные обязательства – Затраты на замену неудовлетворительной продукции в течении гарантийного периода. – Затраты, вовлеченные в сервисные службы для коррекции продукции и восстановления удовлетворенности потребителя. 3. Отзыв и модернизация продукции – Затраты на проверку, модификацию или замену уже поставленной потребителю продукции, когда имеется подозрение или уверенность в существовании ошибки проектирования или изготовления. 4. Жалобы – Затраты, вовлеченные в исследование причин возникновения жалоб потребителей на качество продукции. – Затраты, привлеченные для восстановления удовлетворенности потребителя. – Затраты на юридические споры и выплаты компенсаций.
Слайд 9Неизбежны ли затраты на качество?
Слайд 10Взаимосвязь между затратами на качество и достигнутым уровнем качества
Слайд 11Типичное соотношение элементов затрат на качество в машиностроении
Слайд 12Соотношение элементов затрат на качество после предупредительных мероприятий
Слайд 13Затраты на качество могут быть только частью прибыли. Любое снижение затрат на качество повышает прибыль.
Слайд 14На японских фирмах для персонала разработана программа участия в обеспечении качества, получившая название «пять нулей» . Она сформулирована в виде коротких правил-заповедей: 0 – не создавать (условия для появления дефектов); 0 – не передавать (дефектную продукцию на следующую стадию); 0 – не принимать (дефектную продукцию с предыдущей стадии); 0 – не изменять (технологические режимы); 0 – не повторять (ошибок).

Слайд 15БЕНЧМАРКИНГ
Достаточно новым методом анализа затрат на качество является бенчмаркинг. Впервые бенчмаркинг появился в 1972 г. в Институте стратегического планирования Кембриджа. Исследовательско-консалтинговая компания «Pirns» установила, что для нахождения эффективного решения в условиях конкуренции необходимо изучать и использовать опыт других предприятий, которые имеют успех в родственных областях. В 1979 г. американская компания «Xerox» приступила к проекту «Бенчмаркинг конкурентоспособности» для анализа качества собственной продукции и затрат, связанных с производством, по сравнению с результатами японских производителей.

Слайд 16Бенчмаркинг позволяет осуществлять следующие процессы: • непрерывное улучшение всех процессов жизненного цикла продукции; • определение областей, в которых улучшение качества принесет наиболее значимые результаты по ключевым вопросам бизнеса или отношений с заказчиком; • установление стандартов там, где накоплен и определен наилучший опыт; • определение лучших организаций, придерживающихся данных стандартов; • адаптация и применение полученных от таких подходов методов и опыта с целью проведения бизнеса в соответствии со стандартами и получения превосходства над нами.

Слайд 17Эволюция бенчмаркинга
Первое поколение бенчмаркинга интерпретируется как реинжиниринг или ретроспективный анализ товара. Второе поколение – бенчмаркинг конкурентоспособности – развивается как наука в период 1976 – 1986 гг. благодаря деятельности фирмы «Xerox» Третье поколение бенчмаркинга приходится на 1982 – 1986 гг., когда предприятия-лидеры качества выясняют возможность поучиться у предприятий вне их сектора или отрасли, а не у своих конкурентов. Четвертое поколение бенчмаркинга – это стратегический бенчмаркинг, который рассматривается как систематический процесс, направленный на оценку альтернатив, реализацию стратегий и усовершенствование характеристик производительности на основе изучения успешных стратегий внешних предприятий партнеров. Пятое поколение – глобальный бенчмаркинг – рассматривается будущим инструментом организации международных обменов с учетом культуры и национальных процессов организации производства. Таким образом, появилось новое направление в менеджменте – кросскультурный менеджмент, заключающийся в сравнении методов и принципов управления, т.е. менеджменте на стыке деловых культур.

Слайд 18В зависимости от того, проводится бенчмаркинг внутри организации или сравниваются родственные организации, различают внутренний или внешний бенчмаркинг. Внутренний бенчмаркинг предполагает сравнение однородных объектов внутри организации. В зависимости от объекта сравнения существуют различные виды внутреннего бенчмаркинга. Бенчмаркинг процессов – сравнение однородных процессов, протекающих параллельно. Бенчмаркинг характеристик процессов – сравнение характеристик однородных процессов. Бенчмаркинг функций – сравнение однородных функций, являющихся составной частью как однородных, так и разнородных по своей природе процессов. Бенчмаркинг затрат – сравнение затрат, связанных с любым этапом выполнения процесса, или общих затрат, связанных с выпуском продукции или предоставлением услуг. Бенчмаркинг продукции (услуг) – сравнение различных видов продукции (услуг), предлагаемых организацией, либо с точки зрения самой организации, либо с точки зрения потребителя. Бенчмаркинг потребителя – сравнение различных потребителей продукции или услуг одной организации.

Слайд 19Внешний бенчмаркинг в зависимости от того, «с кем сравнивают», подразделяют на бенчмаркинг конкурентоспособности, функциональный бенчмаркинг, стратегический и глобальный. В свою очередь, объектами сравнения внешнего бенчмаркинга также могут являться процессы, характеристики процессов, функции, затраты, потребители, продукция. Однако основным объектом бенчмаркинга следует признать процесс или его функции, так как все остальные объекты: продукция, затраты, удовлетворенность потребителей – являются результатом процесса. Поэтому рассмотрим бенчмаркинг процессов и функций. Бенчмаркинг может применяться к процессам разного уровня.

Слайд 20Фаза планирования. 1 Установление объекта бенчмаркинга, а именно процесса, который предлагается улучшить. Определение области деятельности организации, где самые большие возможности для улучшения. Документирование текущего процесса. Разработка описания проекта. 2 Установление конкурента по бенчмаркингу. Определение того, кто применяет «превосходную» практику в той области, которая интересует организацию. 3 Планирование и проведение наблюдений «превосходной практики». Выполнение наблюдения за «превосходной» практикой непосредственно у конкурента по бенчмаркингу.

Слайд 21Аналитическая фаза. 4. Определение текущего уровня выполнения процесса. Проведение анализа текущего выполнения процесса. 5. Проектирование будущего уровня выполнения процесса. Выявление тенденций отрасли и определение того, каким образом можно достичь преимущества. Фаза интеграции. 6. Анализ результатов бенчмаркинговых исследований в организации. Анализ предполагаемых результатов бенчмаркинговых исследований на всех урвнях организации, достижение согласия. 7. Пересмотр установленных целей и оперативных планов, доведение до сведения всех заинтересованных лиц об этих изменениях.

Слайд 22Фаза действий. 8. Разработка плана мероприятий. Разработка специальных мероприятий, системы измерений и расписания для внедрения новых практик, найденных в результате бенчмаркинга. 9. Осуществление прорыва. Выполнение плана мероприятий, необходимость которых установлена в результате бенчмаркинга, осуществление мониторинга результатов. 10. Повторение процесса. Удержание текущего выполнения процесса па уровне ведущего для отрасли.
Слайд 23вывод
Таким образом, применение бенчмаркинга позволит организации опираться на успех других организаций; учитывать современный опыт, а не устаревшие идеи; значительно снизить издержки от повторной работы, дублирования; улучшить понимание того, что делается и насколько эффективно осуществляется деятельность; организовывать более эффективно управление; ставить реальные цели; определить необходимые изменения; усилить ответственность сотрудников.
Слайд 24МЕТОД ПО СИСТЕМЕ JUST-IN-TIME
точно в срок Система JIT зародилась в Японии в середине 70-х гг. XX в. в компании «Тойота» и в настоящее время с большим успехом применяется во многих промышленно развитых странах. Для обозначения этой системы в Японии применяется термин «канбан», означающий «карточка», или «визуальная система записи».
Слайд 25Суть системы JIT сводится к отказу от производства продукции крупными партиями. Взамен этого создается непрерывно-поточное предметное производство. При этом снабжение производственных цехов и участков осуществляется столь малыми партиями, что, по существу, превращается в поштучное. Данная система рассматривает наличие товарно-материальных запасов как зло, существование которого затрудняет решение многих проблем. С практической точки зрения главной целью системы JIT является уничтожение любых лишних расходов и эффективное использование производственного потенциала предприятия.

Слайд 26Система JIT более увязана со спросом, нежели традиционный метод «выбрасывания продукции на рынок». При этой системе действует принцип: производить продукцию только тогда, когда в ней нуждаются, и только в таком количестве, которое требуется потребителям. Спрос сопровождает продукцию через весь производственный процесс. При каждой операции производится только то, что требуется для следующей операции. Производственный процесс не начинается до тех пор, пока с места последующей операции не поступит сигнал о необходимости приступить к производству.

Слайд 27преимущества системы JIT
Во-первых, ее применение приводит к уменьшению уровня запасов, что означает меньше вложений капитала в товарно-материальные запасы Во-вторых, в условиях применения системы JIT надежность выполнения заказа намного возрастает, поскольку значительно меньше времени отводится на закупку и хранение материалов. Это позволяет выиграть время, необходимое для того, чтобы отреагировать на изменения конъюнктуры рынка. Производство продукции небольшими партиями благодаря ускоренному переходу в нормальное рабочее состояние способствует достижению большей гибкости. В-третьих, при применении этой системы отмечается улучшение качества производства. Когда заказанное количество продукции невелико, источник проблем с качеством легко выявляется и коррективы вносятся немедленно.

Слайд 28К другим преимуществам системы JIT можно отнести: уменьшение капитальных затрат на содержание складских помещений для запасов материалов и готовой продукции; снижение риска морального старения запасов; снижение потерь от брака и уменьшение затрат па переделку; уменьшение объема документации; снижение затрат на основные производственные материалы за счет повышения их качества.
Слайд 29СИСТЕМА «СТАНДАРТ-КОСТС»
Система «стандарт-костс» в условиях РФ есть метод нормативного учета и регулирования затрат. Следовательно, нормативные затраты – это затраты, определяемые заранее для достижения эффективного производства. Их надо отличать от сметных затрат: смета относится ко всей деятельности, норматив – к единице продукции. Система нормативного определения затрат больше всего подходит организации, чья деятельность состоит из ряда одинаковых или повторяющихся операций. Таковы, в основном, промышленные предприятия с массовым или крупносерийным типом производства.
 замена сырья и материалов (по габаритам, качеству, наименованиям); 2) замена полуфабрикатов собственного производства покупными и наоборот; 3)")
Слайд 301 Учет и анализ отклонений материальных затрат.
Группировать причины отклонений от норм расхода сырья и материалов допустимо, например, следующим образом: 1) замена сырья и материалов (по габаритам, качеству, наименованиям); 2) замена полуфабрикатов собственного производства покупными и наоборот; 3) несоответствие сырья и материалов стандартам или техническим условиям; 4) изменение качества исходного сырья и материалов; 5) отклонения при раскрое; 6) изменение технологии и технических параметров; 7) неисправность оборудования и инструментов; 8) использование отходов вместо полноценных материалов и наоборот; 9) недостатки в конструкции продукции; 10) отклонение плановых сумм транспортно-заготовительных расходов от фактических; 11) прочие причины.
 ошибки в чертежах и технологической документации; 2) несоответствие разряда работ разряду рабочего; 3) выполнение дополнительных операций, не предусмотренных те")
Слайд 31Учет и анализ отклонений трудовых затрат.
Перечень причин отклонений от норм трудовых затрат может иметь, примерно, следующую структуру: 1) ошибки в чертежах и технологической документации; 2) несоответствие разряда работ разряду рабочего; 3) выполнение дополнительных операций, не предусмотренных технологическими процессами; 4) выполнение работ на менее производительном оборудовании, не предусмотренном технологическим процессом; 5) неудовлетворительная наладка оборудования; 6) выполнение дополнительных операций, вызванных несоответствием материалов установленным стандартам и техническим условиям; 7) замена одного вида сырья или материала другим; 8) применение инструментов и приспособлений, не соответствующих технологическому процессу; 9) замена полуфабрикатов и деталей собственного производства покупными и наоборот; 10) прочие отступления от нормальных условий работы(сверхурочные работы, работы в выходные и праздничные дни); 11) несоответствие фактически начисленной заработной платы рабочих-повременщиков за отработанное время нормативной заработной плате; 12) прочие причины.

Слайд 32Учет затрат на производство
нормативные затраты на основные материалы; нормативные затраты на покупные изделия; отклонения от норм по основным материалам; отклонения от норм по покупным изделиям; нормативная заработная плата; отклонения от норматива заработной платы; премиальные выплаты за изготовление продукции; убытки от брака.
Слайд 33Учет основных видов расходов и отклонений от норм по обслуживанию производства и управлению.
Соблюдение: утвержденных норм расхода и лимитов потребления материалов, топлива, энергии, инструмента, предметов и инвентаря; лимитов потребления и стоимости различного рода работ и услуг; смет и лимитов расходов на содержание аппарата управления в соответствии с производственной и организационной структурами управления.

Слайд 34СИСТЕМА «ДИРЕКТ-КОСТИНГ»
«директ-костинг» - принцип контроля затрат в связи с колебаниями объема производства или степени загрузки оборудования. Система «директ-костинг» предполагает оценку расходов, непосредственно связанных с производительностью и поддающихся контролю. Определение прямых затрат позволяет более рационально увязывать производственную и сбытовую деятельность, поскольку дает ясное представление о связи между затратами, объемом производства и прибылью. Исчисление прямых затрат помогает разрабатывать эффективный план прибылей, сбытовые планы и – на их основе – производственный план, при составлении которого для каждого вида продукции находят прямые затраты и максимально возможную прибыль.

Слайд 35Контроллинг
Непременным условием совершенствования методов управления является полное использование внутренних возможностей предприятия, т.е. создание действенной системы внутреннего учета и отчетности. Направления совершенствования последнего можно связывать с организацией преимущественно новой системы управления экономикой на микроуровне. Контроллинг - концепция экономического управления предприятием, ориентирующая руководителей на выявление всех шансов и рисков, которые связаны с получением прибыли. Контроллинг основан на принципах директ-костинга, но может также включать в себя элементы системы «стандарт-костс» и подобных ей. Он шире двух названных систем, разнообразнее. Контроллинг не ограничивается контролем затрат, составляющих основную функцию системы «стандарт-костс» и рентабельности выпуска и реализации продукции, поставленных во главу угла в системе «директ-костинг» – он также обеспечивает достижение поставленной предприятием цели. Контроллинг часто выполняет функции внутреннего контроля на предприятии, поддержания эффективности работы подразделений и организации в целом. В отличие от ревизии, он ориентирован на текущие результаты деятельности и не связан с документальной проверкой, необходимостью выхода на места совершения хозяйственных актов и операций.
 по рыночным ценам остается у предприятия после вычитания из нее прямых переменных затрат на производство продукции, выполнение работ и оказание услуг. Сумма")
Слайд 36Специфическим инструментом контроллинга является сумма покрытия, которая показывает, какая часть выручки от реализации продукции (работ, услуг) по рыночным ценам остается у предприятия после вычитания из нее прямых переменных затрат на производство продукции, выполнение работ и оказание услуг. Сумма покрытия включает постоянные затраты предприятия и прибыль.

Слайд 37Несмотря на происхождение слова «контроллинг» от английского «to control» – контролировать, управлять, в англоязычных странах используется термин «управленческий учет», хотя работников, в чьи обязанности входит формирование информации для управления, называют контроллерами. Один из авторов концепции контроллинга Д. Хан определяет его как «совокупность целей, задач, инструментов, субъектов и организационных структур» . Он говорит, что контроллинг – это информационное обеспечение ориентированного на результат управления предприятием для его сохранения и успешного дальнейшего развития за счет оптимизации финансового результата в рамках социальных целей.

Слайд 38Истоки контроллинга лежат в области государственного управления еще средневекового периода. Уже в XV в. при дворе английского монарха существовала должность с названием «countrollow», в задачи которого входили документирование и контроль денежных и товарных потоков . В 1778 г. законодательно учреждено государственное ведомство США под названием «Controller, Auditor, Treasurer and six Commissionens of Accounts», которое управляло государственным имуществом (хозяйством) и контролировало движение и использование средств.

Слайд 39Концепция контроллинга для промышленных предприятий основывается на ряде базовых положений.
Во-первых, эта концепция управления основана на представлении промышленного предприятия как сложной открытой социально-технической системы, имеющей определенные цели. Основной целью считается обеспечение долгосрочного существования организации и рост благосостояния собственника ёпредприятия. В процессе стратегического управления эта цель трансформируется в задачу максимизации такого показателя, как цена капитала. Во-вторых, в рамках контроллинга управление рассматривается как процесс волеобразования и реализации воли. Этот процесс реализуется посредством определенных фаз – постановки проблемы, поиска альтернатив, оценки, принятия решения, реализации и контроля. В упрощенном виде его можно представить как взаимосвязанную систему планирования и контроля хозяйственной деятельности промышленного предприятия. С помощью контроллинга обеспечивается их интеграция и координация. Следовательно, неотъемлемой частью работы контроллера является планирование хозяйственной деятельности.

Слайд 40третье, базовое положение концепции планирования и контроля – контроллинг является интегрирующей и координирующей системой. При этом речь идет не только об интеграции фаз принятия решения, о чем отмечалось выше, но и об объединении и координации планов различных функциональных отраслей и структурных единиц и проектов. Четвертое базовое положение концепции контроллинга для промышленного предприятия состоит в том, что последний выполняет функцию поддержки процесса управления. Контроллер в силу специфики организационной структуры или масштабов деятельности организации может заниматься процессом планирования, учета фактов хозяйственной деятельности, анализом ее результатов. Но основными направлениями его деятельности все же являются формирование и совершенствование самой архитектуры системы планирования и контроля, разработка методов реализации планово-контрольных расчетов, определение необходимой для процесса управления информации, ее источников и путей получения. Служба контроллинга не определяет что планировать, а советует, как и когда следует планировать.

Слайд 41Задачи контроллинга:
1. Создание информационной системы поддержки принятия управленческих решений на базе данных поступающих из бухгалтерского, производственного и управленческого учетов. 2. Планирование деятельности предприятия. 3. Оперативный контроль деятельности всех структурных подразделений и всей организации в целом. 4. Координация деятельности системы управления организацией.
Слайд 42Основные функции контроллинга:
1. Сбор и обработка информации на разных «ярусах» системы управления, необходимой для принятия управленческих решений и планирования деятельности организации; 2. Формирование системы стратегического и оперативного планирования и поиск информации для осуществления данного процесса;
Слайд 433. Координация управленческой деятельности по достижению поставленных целей; 4. Разработка методов контроля по реализации планов (бюджетов); 5. Ведение контроля по реализации планов (бюджетов); 6. Сбор, обработка информации в ходе и после реализации плана, ее анализ и предоставление руководству организации для принятия управленческих решений. 7. Обеспечение рациональности управленческого процесса. 8. Исследование тенденций развития предприятия в условиях рыночной экономики.
Слайд 44Контроллер не контролирует, а заботится о том, чтобы каждый мог контролировать себя сам в процессе достижения поставленных руководством целей, прежде всего целей по прибыли. Кроме того, контроллер является так же генератором целей и планов. Контроллинг предлагает сигнальную систему отклонений, которые должны направить менеджера на осуществление корректирующих мероприятий, чтобы плановый курс достижения цели действительно был выдержан, насколько это возможно.
 и дословно переводится как использование чужих ресурсов. Иными словами, аутсорсинг – это передача на договорной основе непрофильных функций друг")
Слайд 45АУТСОРСИНГ
современный инструмент управления затратами В начале 80-х гг. XX в. в американских толковых словарях появился термин «аутсорсинг» (outsourcing) и дословно переводится как использование чужих ресурсов. Иными словами, аутсорсинг – это передача на договорной основе непрофильных функций другим организациям, которые специализируются в конкретной области и обладают соответствующим опытом, знаниями, техническими средствами. Таким образом, аутсорсинг – это стратегия управления, которая позволяет оптимизировать функционирование организации за счет сосредоточения деятельности на главном направлении. Сущность аутсорсинга заключается в распределении функций бизнес-системы в соответствии с принципом «оставляю себе только то, что могу делать лучше других, передаю внешнему исполнителю то, что он делает лучше других».

Слайд 46В США аутсорсинг получил широкое распространение во всех сферах хозяйственно-экономической деятельности. Передаются специализированным компаниям управление автопарком, поездками, кадрами, логистика, сборочное производство. Годными для аутсорсинга считаются функции зрелые, т.е. те, в которых не прогнозируется инновация, способная дать компании стратегическое преимущество. Поэтому компании идут на аутсорсинг для того, чтобы сосредоточиться на своей основной деятельности, а не заниматься управлением столовыми, уборщиками, начислением в пенсионные фонды, вылавливанием компьютерных вирусов.
 полный аутсорсинг (фирма передает своим подрядчикам, например, выполнение сбытовых операций в сети Интернет. Сюда входят разработка Web-сайта, его наполнение и поддержание); 2) частичный аутсорсинг (предприятие передает часть своих специфических задач, например программирование")
Слайд 47Формы аутсорсинга
1) полный аутсорсинг (фирма передает своим подрядчикам, например, выполнение сбытовых операций в сети Интернет. Сюда входят разработка Web-сайта, его наполнение и поддержание); 2) частичный аутсорсинг (предприятие передает часть своих специфических задач, например программирование Web-сайта, а выработка всей стратегии, ее внедрение в практику остаются внутренним делом); 3) усовершенствованный аутсорсинг (фирма, известная на рынке, передает сторонним компаниям ряд функций, оставляя себе роль диспетчера).
 – это выведение компанией части своих работников за рамки штата (увольнение) и перевод их в кадровое агентство, которое заключает с ними трудовые договоры. Агентство формально выполняет для них функции ра")
Слайд 48Наиболее распространенными формами аутсорсинга являются следующие:
1. Аутстаффинг (outstaffing) – это выведение компанией части своих работников за рамки штата (увольнение) и перевод их в кадровое агентство, которое заключает с ними трудовые договоры. Агентство формально выполняет для них функции работодателя, но фактически уволенные работники продолжают работать в прежней компании. Аутстаффинг рассматривается как технология снижения административных издержек и инвестиционных рисков компании. Дело в том, что чем больше внимания фирма уделяет мотивации и развитию персонала, тем выше расходы на обучение сотрудников, компенсационные пакеты, кадровый консалтинг и т.д. А с увеличением суммы инвестиций в человеческий капитал соответственно растет и уровень риска, связанного с такими капиталовложениями.
 – предоставление временного и сезонного аутсорсинга персонала на короткий срок (как правило, на проект или на время сезонного пика). Кадровое агентство само подбирает работников, заключает с ними трудовые договоры и передает их организации-заказчик")
Слайд 492. Подбор временного персонала (temporary staffing) – предоставление временного и сезонного аутсорсинга персонала на короткий срок (как правило, на проект или на время сезонного пика). Кадровое агентство само подбирает работников, заключает с ними трудовые договоры и передает их организации-заказчику. Ответственность за таких работников полностью лежит на кадровом агентстве, которое является их формальным работодателем. Юридически организация-пользователь не несет никаких обязательств перед предоставленными работниками. Она лишь распределяет производственные задания и осуществляет контроль за их правильным и точным исполнением. Предметом договора также является предоставление персонала.
Слайд 503. Лизинг персонала (staff leasing) – предоставление находящихся в штате кадрового агентства сотрудников клиенту на относительно длительный срок: от трех месяцев до нескольких лет. Данная форма отличается от предыдущей только сроком предоставления персонала.

Слайд 51Потенциальный рост спроса на услуги аутсорсинга в России обусловлен несколькими причинами.
1 Его использование позволяет концентрировать «внутрикорпоративное» внимание на основных целях и задачах компании. Второстепенные функции передаются сторонним фирмам, специализирующимся на их выполнении. В этом случае компания-заказчик аутсорсинговых услуг может сфокусировать собственные, как правило, ограниченные ресурсы на решении стратегических задач и достижении конкурентных преимуществ. 2 Имеет место повышение эффективности использования ресурсов, доступ к которым затруднен, например, сервисное обслуживание техники, охрана территории и др. В привлечении фирмы, предоставляющей разного рода услуги, могут быть заинтересованы компании-заказчики в случае, если у них имеется дефицит ресурсов, при расширении географии бизнеса или создании новой дочерней компании.

Слайд 523 Высшее руководство может принять стратегическое решение об отказе от ответственности за функционирование того или иного подразделения компании. При этом надо помнить, что аутсорсинг не следует рассматривать как способ решения всех проблем развития компании. Возникновение проблем с управлением требует выяснения вызвавших их причин. Если дело в ошибочных стратегических установках, аутсорсинг ситуацию не улучшит, а скорее, наоборот, усугубит. Если организация не осознает собственных потребностей, она, разумеется, не сможет объяснить их стороннему провайдеру услуг и тем более гарантировать достижение успеха. 4 Аутсорсинг снижает для заказчика стоимость выполнения работ и услуг, передаваемых компании исполнителю. Компании, которые пытаются одновременно заниматься исследованиями, разработкой, маркетингом, продвижением товаров и т.д., несут очень большие расходы, которые включаются в стоимость продукта, в итоге расплачиваться будет потребитель. Компания, предоставляющая аутсорсинговые услуги, выполняет работу, как правило, за меньшие деньги вследствие специализации в узкой предметной области. Конечно, ответственность за подбор исполнителей лежит на менеджменте компании.

Слайд 535 Аутсорсинг обеспечивает оптимизацию бизнес-процессов. Однако необходимость повышения их эффективности может вступить в конфликт с проблемой обновления основных фондов и отступить на второй план. В этом случае снижается эффективность функционирования организации, ее деятельность приобретает экстенсивный характер, так как перейти на новую технологию не удается. При организации аутсорсинга определенные виды работ могут быть переданы сторонней организации, которая их выполнит, используя новые технологии. При этом сборка осуществляется под собственным товарным знаком компании. 6 При аутсорсинге происходит перераспределение ресурсов в пользу основных функций компании. Он позволяет перераспределить их с внутрикорпоративных направлений (например, разработка новых деталей) на направления, связанные непосредственно с обслуживанием клиентов и предоставлением услуг. Происходит расширение сегмента рынка и обеспечивается устойчивость развития. 7 Работает фактор снижения рисков. Компании-исполнители аутсорсинговых услуг, обслуживая большое количеств клиентов, нивелируют риски. Аутсорсеры несут ответственность за сроки и качество выполненных работ и услуг, а за нарушение условий контракта могут быть лишены лицензий, подвергнуты штрафам и т.д. Поэтому они крайне заинтересованы в выполнении своих обязательств.

Слайд 548 Аутсорсинг делает возможным использование ресурсов заказчика услуг, поскольку часто подразумевает перевод необходимой для успешного выполнения контракта части ресурсов заказчика в компанию-исполнитель. Оборудование, средства, механизмы и лицензии имеют свою цену и могут быть переданы в аренду или проданы компании – аутсорсеру. Как правило, фонды продаются по балансовой стоимости, которая может быть выше рыночной. Разница предоставляется как кредит аутсорсера компании-заказчику и учитывается при оплате услуг, предоставляемых исполнителем. Кроме того, крупные западные компании, занимающиеся аутсорсингом, при заключении контракта применяют практику привлечения сотрудников заказчика, обслуживавших ранее выполнение делегированной аутсорсеру функции и хорошо знающих специфику конкретного заказчика. 9 Становится доступным применение новейших технологий. Компании-аутсорсеры постоянно инвестируют средства в технологии, методологию и персонал. Кроме того, они приобретают опыт в решении большого количества однотипных задач клиентов. 10 Аутсорсинг означает глобальное инвестирование в развитие основных фондов. Решение о том, куда инвестировать средства, – одно из важнейших и принимается на высшем уровне управления. Аутсорсинг снижает необходимость инвестирования средств в развитие основных фондов, связанных с второстепенными и непрофильными функциями. Кроме того, он может улучшить определенные финансовые показатели компании, так как отпадает необходимость показывать отдачу от вложения капитала в отдельные виды деятельности.

Слайд 55Принципы обеспечения успеха аутсорсингового контракта
Первый принцип: формирование общей позиции заказчика и исполнителя, их совместного видения проекта по аутсорсингу. Второй принцип: единые позиции партнеров по бизнесу способствуют экономической выгоде от реализации аутсорсингового контракта, как для заказчика, так и для исполнителя.
Слайд 56Третий принцип: четко работающий механизм связей между исполнителем и заказчиком должен отражать специфику и соответствовать сложности проекта Четвертый принцип: участникам проекта по аутсорсингу необходимо выработать и утвердить заблаговременно механизм поддержания связей для обычных случаев, при нормальном режиме выполнения контракта, а кроме того, предусмотреть процедуры решения возникающих проблем в особых или чрезвычайных случаях.
. В соответствии с методологией QFD пожеланиям (установленным и предполагаемым потребностям) потребителей, с помощью матриц ставятся в соответствие подробно изложенные технические параметры (характеристики) продукц")
Слайд 58Дом качества - Quality Function Deployment – QFD- Развертывание функции качества (РФК)
В соответствии с методологией QFD пожеланиям (установленным и предполагаемым потребностям) потребителей, с помощью матриц ставятся в соответствие подробно изложенные технические параметры (характеристики) продукции и цели ее проектирования. «Дома» качества в данной методологии – это серия матриц, позволяющая преобразовать требования потребителя в параметры продукта, необходимые параметры в инженерные характеристики, инженерные характеристики в производственные операции, а производственные операции в характеристики производства.
 пожелания потребителей с помощью первого \"Дома качества\" преобразовываются (переводятся, транслируются) в детальные технические характеристики продукции, а затем (посредством трех последующих Домов качества в детальные технические требования как к")
Слайд 59Сначала важные (необходимые, критические) пожелания потребителей с помощью первого "Дома качества" преобразовываются (переводятся, транслируются) в детальные технические характеристики продукции, а затем (посредством трех последующих Домов качества в детальные технические требования как к способу контроля и управления производством, так и к оборудованию для осуществления этого производства. Эти технические требования к производству (к способу контроля и управления, а также и к оборудованию) должны обеспечить достижение стабильного и приемлемого качества продукции.

Слайд 61Для примера рассмотрим первый «домик качества» - это и есть первая ступенька для перевода желания Вашего потребителя в задачу, понятную для инженера. На «крыльце» будущего «дома» будут находиться потребительские характеристики, в «пристройке» - приоритеты каждой характеристики. «Надстройка» - это инженерные характеристики, «веранда» - рейтинг характеристик в сравнении с конкурентами. В «подвале» размещаются технические показатели продуктов на рынке, планируемые показатели и общая значимость. Самое интересное – это «крыша», в которой находится матрица зависимости характеристик и «комнаты» - основная связь требований потребителя и инженерных характеристик.

Слайд 62Первый "Дом качества» устанавливает связь между пожеланиями потребителей и техническими условиями, содержащими требования к характеристикам продукции. Для второго "Дома качества" центром внимания является взаимосвязь между характеристиками продукции и характеристиками компонентов (частей) этой продукции. Третий "Дом качества" устанавливает связь между требованиями к компонентам продукции и требованиями к характеристикам процесса. В результате устанавливаются индикаторы (критерии) выполнения важнейших (критических) процессов. С применением четвертого "Дома качества" характеристики процесса преобразуются в характеристики оборудования и способы контроля технологических операций производства, которые следует применить для выпуска качественной продукции.

Слайд 64Целями и задачами QFD-методологии являются : – позволить "голосу потребителя" быть ясно услышанным в процессе разработки и совершенствования как продукции, так и соответствующих производственных операций; – выполнить принцип "все должно быть сделано правильно с первого раза" и точно в срок. Структурирование функций качества (СФК) — это метод структурирования нужд и пожеланий потребителя. Он позволяет принимать обоснованные решения по управлению качеством процессов. При этом удается избежать корректировки параметров продукта после его появления на рынке, а следовательно, обеспечить одновременно относительно низкую стоимость (за счет сведения к минимуму непроизводственных издержек) и высокую ценность продукта.
 команды был производственный менеджер или инженер-технолог по продукции")
Слайд 65Примерный порядок применения QFD-методологии
Создайте междисциплинарную команду экспертов, обучаемую и тренируемую лидером команды и поддерживаемую специалистом по QFD-методологии. Предпочтительно, чтобы руководителем (лидером) команды был производственный менеджер или инженер-технолог по продукции.
 установленных и предполагаемых потребностей (ожиданий) потребителей и определите (оцените) приоритетность этих ожиданий с применением, например, весовых коэффициентов. Реестр ожиданий потребителей, касающийся свойств и характерис")
Слайд 661 Определите конкретную группу потребителей, составьте реестр (список) установленных и предполагаемых потребностей (ожиданий) потребителей и определите (оцените) приоритетность этих ожиданий с применением, например, весовых коэффициентов. Реестр ожиданий потребителей, касающийся свойств и характеристик продукции, может быть составлен с применением письменных запросов, направленных к имеющимся и потенциальным потребителям, путем проведения устных опросов и интервью, а также с применением "мозговой атаки", проведенной с участием специалистов по маркетингу, проектированию, производству и продажам рассматриваемой продукции. Важными источниками информации для оценки и отображения ожиданий потребителей являются также: – посещение торговых демонстраций, ярмарок и выставок; – использование опытного в вопросах продаж персонала; – регистрация запросов потребителей (заказчиков, покупателей, клиентов); – прямые контакты с потребителями, а также с представителями конкурирующих фирм; – могут быть полезны результаты работ, выполненных в рамках "бенчмаркинга".
 вашей продукции с показателями конкурирующих видов продукции. Оцените и выразите в виде чисел качество вашей продукции, а затем в письменном виде представьте ее сильные и слабые стороны (с точки зрения покупателей, заказчиков и клиентов). 3 Идент")
Слайд 672 Сравните характеристики (эксплуатационные качества) вашей продукции с показателями конкурирующих видов продукции. Оцените и выразите в виде чисел качество вашей продукции, а затем в письменном виде представьте ее сильные и слабые стороны (с точки зрения покупателей, заказчиков и клиентов). 3 Идентифицируйте и количественно определите цели и задачи планируемых улучшений. В письменном виде представьте, какие из потребностей покупателей должны быть улучшены по сравнению с конкурирующими видами продукции, и отобразите эти цели и задачи в виде документа. 4 Переведите ожидания потребителей на язык поддающихся количественному определению технических параметров и характеристик (технических условий) продукции. Установите, точно определите и ясно сформулируйте, как ожидания потребителей могут быть использованы для достижения вами преимуществ в конкурентной борьбе. Примерами технических параметров и характеристик, которые могут быть использованы при формулировании технических условий на продукцию, являются: – геометрический размер; – вес (масса) изделия; – количество частей (деталей, узлов); – потребление энергии; – вместимость, емкость, объем и т.п.
 технических условий на продукцию. Отметьте в матрице связей, насколько сильно технические параметры и характеристики (технические условия) продукции влияют на уровень удовлетворения потребностей и ожиданий")
Слайд 685 Исследуйте взаимозависимость между ожиданиями потребителей и параметрами (характеристиками) технических условий на продукцию. Отметьте в матрице связей, насколько сильно технические параметры и характеристики (технические условия) продукции влияют на уровень удовлетворения потребностей и ожиданий потребителей. 6 Идентифицируйте тесноту взаимодействия между техническими параметрами и ясно отобразите силу таких взаимодействий в треугольной матрице связей (матрице корреляций), образующей крышу "Дома качества". 7 Оформите в письменном виде полученные значения всех технических параметров и характеристик продукции с указанием единиц их измерения. Выразите эти параметры и характеристики в виде измеримых данных. Например, объект рассмотрения должен иметь геометрические размеры: – длина 550 мм; – ширина 320 мм; – высота 150 мм; – масса 15 кг. 8 Определите целевые (плановые) показатели проектирования новой продукции. Определите в письменном виде отличительные признаки (характеристики) предполагаемых улучшений технических параметров проектируемой продукции.

Слайд 69Этап 1 — выяснение и уточнение требований потребителей. Потребитель формулирует свои пожелания, как правило, в абстрактной форме, например «удобная мебель» или «легкий телефон». Для него такой способ выражения своих потребностей является вполне нормальным. Но для инженеров, проектировщиков, конструкторов этого недостаточно, им необходимо четко определить размеры, материалы, требования к обработке поверхности, допустимый вес и т.д. Задача производителя состоит в том, чтобы с помощью различных методов преобразовать требования («голос») потребителя в инженерные характеристики продукта. Так, требование «экономичный автомобиль» в результате такой работы может быть развернуто в требования «низкая отпускная цена», «низкая стоимость пробега», а затем — в конкретные показатели, например «продажная стоимость X рублей», «расход бензина Y л/100 км». Только после этого производитель может ответить на вопрос, что нужно сделать, чтобы удовлетворить ожидания потребителя.

Слайд 70Этап 2 — ранжирование потребительских требований. Для ранжирования необходимо оценить рейтинги потребительских требований, которые определяются на этапе 1. Требования потребителей всегда противоречивы, поэтому создать продукцию, отвечающую всем потребительским требованиям, невозможно. Необходимо иметь четкое представление о том, какие требования необходимо удовлетворить обязательно, а какими можно в известной степени поступиться. Для этого следует упорядочить список потребительских требований по степени их важности. В результате вводится еще одна графа, в которой указывается степень важности каждого из требований. Этап 3 — разработка инженерных характеристик. Эту задачу решает команда разработчиков, создаваемая специально для данного случая. На этом этапе она должна составить список инженерных характеристик будущего изделия — взгляд на изделие с точки зрения инженера. Paзумеется, характеристики должны быть достаточно определенными, четкими, т.е. описаны на языке, принятом у разработчиков.

Слайд 71Этап 4 — вычисление зависимостей потребительских требований и инженерных характеристик. В результате выполнения предыдущих этапов проектировщики получили ранжированный список потребительских требований, составленный на языке потребителя, и инженерных характеристик, сформулированных на языке разработчиков. Для успешной разработки изделия потребительские требования необходимо перевести в инженерные характеристики. Необходимо ответить на вопрос: как данное потребительское требование зависит от того, какое значение будет отведено характеристике? Возьмем, к примеру, требование покупателя автомобиля — «минимальный расход бензина». В первой графе инженерных характеристик стоит, скажем, масса автомобиля. На этом этапе не требуется слишком точная, детальная информация. Достаточно таких неопределенных понятий, как «сильная связь», «средняя связь» и «слабая связь».

Слайд 72Этап 5 — построение «крыши». Инженерные характеристики могут быть разнонаправленными, а значит, могут противоречить друг другу. Например, характеристика «масса автомобиля» явно вступает в противоречие с характеристикой «минимальный расход бензина», поскольку на разгон тяжелого автомобиля требуется больше бензина. Противоречащие друг другу характеристики обозначим знаком «минус», а «однонаправленные» — знаком «плюс». Эту зависимость необходимо будет учесть при оптимизации всей системы. Данные характеристики определяют, каким способом, при каких условиях, в каких режимах следует вести процесс производства, чтобы в конечном счете получить продукцию, максимально отвечающую потребительским требованиям. «Крыша дома качества» представляет собой корреляционную матрицу, заполненную символами, которые указывают на положительную или отрицательную связь между соответствующими техническими характеристиками продукта с позиций интересов потребителя. С помощью корреляционной матрицы можно наглядно продемонстрировать соотношение между основными показателями качества, стоимости и времени.
 на числовой показатель связи между потре")
Слайд 73Этап 6 — определение весовых значений инженерных характеристик с учетом рейтинга потребительских требований, а также зависимости между потребительскими требованиями и инженерными характеристиками. Умножив относительный вес потребительских требований (рейтинг) на числовой показатель связи между потребительскими требованиями и инженерными характеристиками, определенный на четвертом этапе, получим относительную важность каждой инженерной характеристики. Суммируя результаты по всей графе соответствующей инженерной характеристики, получаем значение цели. Инженерной характеристике с наибольшим значением цели следует уделить основное внимание. Этап 7 — учет технических ограничений. Не все значения инженерных характеристик достижимы. Конечно, вряд ли кто-нибудь отказался бы иметь суперскоростной спортивный автомобиль массой в несколько сотен килограммов, однако реализовать это технически невозможно,по крайней мере, при нынешнем уровне развития техники. Поэтому в следующей строчке матрицы проставляют экспертные оценки технической реализуемости тех значений инженерных характеристик, которых в наибольшей степени требуют потребители. С учетом этого получают скорректированные целевые значения инженерных характеристик. Этап 8 — учет влияния конкурентов. Понятно, что на реальном рынке всегда существует конкуренция и конкурентов в определенной нише может быть очень много. Допустим, что у нас два конкурента: у первого рыночная доля чуть больше нашей, у второго — чуть меньше. Оба представляют для нас потенциальную опасность. Первый — тем, что он занимает большую нишу, а следовательно, более «силен» в экономическом отношении. Второй, хотя и не достиг нашего уровня, активно стремится к этому и скорее всего планирует выпустить новый конкурентоспособный продукт.

Слайд 74Пример применения QFD-методологии для улучшения качества эмали ПФ-115 белого цвета
С помощью QFD-методологии проведен анализ эмали ПФ-115 белого цвета, изготовленной заводом № 1 для розничной торговли. Сначала важные пожелания потребителей с помощью первого "Дома качества" преобразовываются в детальные технические характеристики продукции, а затем (посредством трех последующих "Домов качества") в детальные технические требования как к способу контроля и управления производством, так и к оборудованию для осуществления этого производства. Эти технические требования к производству должны обеспечить достижение стабильного и приемлемого качества продукции.

Слайд 75Первый "Дом качества" устанавливает связь между ожиданиями потребителей и техническими характеристиками продукции. На выбранную потребителями характеристику эмали ПФ-115 белого цвета "блеск" влияют следующие технические характеристики: – "степень перетира"; – "стойкость покрытия к статическому воздействию воды"; – "морозостойкость покрытия". От "степени перетира эмали" зависит шероховатость пленки, что в свою очередь повлияет на "блеск". После статического воздействия воды на поверхность пленки (не менее 2 ч) может пропасть глянец и появиться пузыри. Покрытие на основе эмали ПФ-115 при низких температурах может приобрести помутнение, мелкие и крупные трещины. На характеристику "чистый белый цвет" может повлиять "термостойкость" – то есть способность эмали сохранять цвет при воздействие на нее повышенных температур, а также цвет сырья. Расход эмали зависит от "массовой доли нелетучих веществ", "условной вязкости" и "укрывистости высушенной пленки".

Слайд 76"Условная вязкость" характеризует способность лакокрасочных материалов наноситься кистью на окрашиваемую поверхность в начальный период нанесения, но никак не отражает те изменения, которые происходят в результате испарения растворителей из эмали, а "массовая доля нелетучих веществ" и "укрывистость высушенной пленки" отвечают за высушенное покрытие. "Укрывистость высушенной пленки" зависит от состава эмали, от структуры пленки и от "массовой доли нелетучих веществ". Выбранная характеристика "долговечность покрытия" зависит от технических характеристик эмали: "время высыхания до степени 3", "твердость пленки", "прочность покрытия при ударе", "эластичность покрытия при изгибе", "адгезия", "стойкость покрытия к статическому воздействию воды", "морозостойкость", "термостойкость". Все эти технические характеристики, кроме "время высыхания до степени 3", отвечают за механические качества покрытия. Если "время высыхания до степени 3" меньше чем 24 часа, то "старение" пленки так же будет происходить быстрее. Если у покрытия плохая "адгезия", "стойкость покрытия к статическому воздействию воды" и "морозостойкость", то при атмосферном воздействие возможно появление трещин, пузырей, сыпи и т.д. Техническая характеристика "термостойкость" влияет на изменение цвета при воздействии повышенных температур.
 этой продукции. \"Массовая доля нелетучих веществ\" складывается из сухого вещества в лаке, количества и наполнителя. \"Условная вязкость&q")
Слайд 77Для второго "Дома качества" центром внимания является взаимосвязь между характеристиками продукции и характеристиками компонентов (частей) этой продукции. "Массовая доля нелетучих веществ" складывается из сухого вещества в лаке, количества и наполнителя. "Условная вязкость" зависит от типа стабилизирующих добавок, типа наполнителей и от содержания сухого вещества в лаке. "Укрывистость высушенной пленки" зависит от количества пигмента в нем и, следовательно, от степени его дисперсности. Укрывистость лакокрасочного покрытия линейно возрастает с увеличением объемной концентрации пигмента примерно до 10…15 %. Далее возрастание укрывистости замедляется, проходит через максимум и убывает. "Укрывистость высушенной пленки" обуславливается "Укрывистостью пигмента" и "Типом наполнителя".
 и поглощения света частицами пигмента")
Слайд 78Укрывистостью пигмента называют способность пигмента создавать непрозрачное покрытие. Укрывистость выражается массой пигмента, приходящегося на единицу укрываемой поверхности. Способность пигмента укрывать поверхность определяется явлениями отражения (рассеяния) и поглощения света частицами пигмента. Для белого пигмента укрывистость определяется главным образом отражением света. Укрывистость лакокрасочного покрытия зависит от количества пигмента в нем и, следовательно, от степени его дисперсности, цвета и формы частиц пигмента. "Степень перетира" зависит от "Диспергируемости пигмента" и "Типа наполнителя". Одной из важнейших характеристик пигмента является дисперсность, т.е. степень его раздробленности. От дисперсности пигмента зависит цвет, непрозрачность, укрывистость, интенсивность, антикоррозийные свойства. На "Блеск пленки" влияют "Диспергируемость пигмента", "Маслоемкость пигмента", "Тип стабилизирующих добавок" и "Тип наполнителей". На "время высыхания до степени 3" влияет "жирность лака" и "массовая доля металла в сиккативе". "Твердость пленки", "прочность покрытия при ударе" и "эластичность при изгибе" зависят от "жирности лака". С увеличением "жирности лака" повышается эластичность покрытия, но при этом уменьшается твердость и изменяется прочность.

Слайд 79"Стойкость покрытия к статическому воздействию воды" можно улучшить взяв наполнители и стабилизирующие добавки более высокого качества. "Цвет" эмали ПФ-115 зависит от цвета всех входящих в состав компонентов, но особенно от цвета пигмента и формы его частиц. "Морозостойкость" и "Термостойкость" – т.е. способность покрытий сохранять свой внешний вид и не разрушаться под действием низких и высоких температур, зависит от качества наполнителя и от жирности лака. На "Морозостойкость" влияет форма частиц пигмента. Лучшими пигментными свойствами обладают пигменты, имеющие игольчатую и чешуйчатую (пластинчатую) форму частиц. Игольчатая форма частиц способствует улучшению механических свойств лакокрасочных покрытий, так как оказывает "армирующее" действие.

Слайд 80Третий "Дом качества" устанавливает связь между требованиями к компонентам продукции и требованиями к характеристикам процесса. Пересчет рецептуры производится при изменении "содержания сухого вещества в лаке", "соотношения нелетучего вещества в лаке к количеству пигмента" и "светостойкости пигмента". Для характеристики "Приготовления замеса пасты" необходимо учитывать: – "Содержание сухого вещества в лаке"; – "Маслоемкость пигмента"; – "Светостойкость пигмента". "Дисперсность пигмента" и "Форма частиц пигмента" влияют на способность пигмента смачиваться пленкообразователем, т.е. на стадию "Предварительного смешивания". На стадию "Диспергируемость пигмента" влияет первоначальный размер частиц пигмента, т.е. "Дисперсность пигмента" а так же его "Маслоемкость". Фильтрация эмали производится при плохом диспергировании или при наличие посторонних примесей в лаке.

Слайд 81Наконец, с применением четвертого "Дома качества", характеристики процесса преобразуются в характеристики оборудования и способы контроля технологических операций производства, которые следует применить для выпуска качественной продукции. Для идеального процесса приготовления пигментной пасты и для диспергирования (замеса эмали) необходимо соблюдение технических и рецептурных приемов. Для этого необходимо контролировать загрузку жидких и сыпучих компонентов, а так же жирность замеса, так как это влияет на скорость диспергирования. Стадия предварительного смешивания, на которой достигается смачивание пигментов и наполнителей пленкообразователем, требует наличия 400 об/мин в диспергирующем оборудовании. На стадии вызревания замеса необходимо дисcольвер с пастой нагревать водой с температурой 40 °С, а на стадии диспергирования дисольвер необходимо охлаждать и контролировать температуру отходящей воды (не более 40 °С). Прошедшая стадию вызревания пигментная паста диспергируется в диссольвере намного быстрее при скорости мешалки 2,0…2,5 тыс. об/мин. Для составления эмали необходимо контролировать загрузку жидких компонентов.

Слайд 82Построение первого "Дома качества"
1 Этап определения ожиданий потребителей. Для построения первого "Дома качества« необходимо установить, что хотят потребители. Проведено анкетирование по нижеприведенному примеру, QFD-команда отобрала наиболее повторяющиеся из них. Важность требований потребителя установили в виде весовых коэффициентов по пятибалльной шкале, так как включает в себе как главные характеристики: ценно и не представляет ценности; так и промежуточные: очень ценно, менее ценно, не очень ценно. В данном случае десятибалльная шкала будет слишком подробной, а трехбалльная не раскроет всех вариантов оценок. QFD-команда воспользовалась следующей шкалой важности ожиданий потребителя: 5 – очень ценно; 4 – ценно; 3 – менее ценно; 2 – не очень ценно; 1 – не представляет ценности.

Слайд 842 Этап определения сравнительной ценности продукции. На этом этапе выпускаемую заводом № 1 эмаль ПФ-115 сравниваем с одним или несколькими образцами эмали ПФ-115 белого цвета производства ведущих заводов-конкурентов. В качестве завода-конкурента выбрали завод № 2, так как он характеризуется наибольшим значением показателя объема выпуска и реализации эмали ПФ-115. В этом случае также используется пятибалльная шкала: 5 – отлично; 4 – хорошо; 3 – удовлетворительно (в основном соответствует); 2 – не очень удовлетворительно (соответствует отчасти); 1 – плохо (не соответствует ожиданиям). Результаты такого сравнения представлены в субтаблице 2.
 показатели ожиданий потребителей по отношению к установленным показателям для конкурента. QFD-команда, в результате проведения \"мозговой атаки\", приняла решение, что не требуют улучшения следующие ожидания потр")
Слайд 853 Этап установления целей проекта. На этом этапе мы желаем улучшить (исправить) показатели ожиданий потребителей по отношению к установленным показателям для конкурента. QFD-команда, в результате проведения "мозговой атаки", приняла решение, что не требуют улучшения следующие ожидания потребителей: – чистый белый цвет; – долговечность покрытия; – хорошее высыхание, так как они не хуже чем у конкурирующего товара. Этим ожиданиям потребителей были присвоены целевые значения, соответственно 3, 4, 5, равные оценке нашей продукции. Ожидания потребителей: – блеск; – малый расход; – отсутствие трещин и пузырей; – неизменность цвета во времени. Эти ожидания ниже, чем у конкурирующего товара, и до начала работы имели оценочные значения соответственно 4, 3, 4, 4. Они должны быть улучшены до целевых значений 5, 4, 5, 5. На базе определенных целевых значений могут быть вычислены относительные величины "степени улучшения" качества как отношение "Целевого значения" к "Оценке продукции". После этого в рамках определения целей проекта должна быть установлена весомость каждого ожидания потребителя, которая равна произведению "Важность ожидания потребителя" и "Степени улучшения"

Слайд 864 Этап подробного описания технических характеристик продукции. Необходимо решить как обеспечить выполнение этих ожиданий на практике. QFD-команда с применением "мозговой атаки" установила, как технические характеристики продукции соотносятся с тем, что ожидают и хотят получить потребители. Были определены 14 технических характеристик эмали ПФ-115 белого цвета: массовая доля нелетучих веществ, условная вязкость, укрывистость высушенной пленки, степень перетира, блеск пленки, время высыхания до степени 3, твердость пленки, прочность покрытия при ударе, эластичность покрытия при изгибе, адгезия, стойкость покрытия к статическому воздействию воды, цвет, морозостойкость, термостойкость (рис. 2.3). 5 Этап заполнения матрицы связей. На этом этапе изучается сила влияния технических характеристик продукции на выполнение ожиданий потребителя. При заполнении элементов (ячеек) матрицы связей использованы следующие символы.

Слайд 887 Этап технического анализа. В верхней строке субтаблицы 8 представлены единицы измерения для каждой технической характеристики продукции. В этих единицах измерения во второй и третьей строках субтаблицы 8 приведены значения технических характеристик эмали ПФ-115 белого цвета про- изводства завода № 1 и завода № 2. 8 Этап определения целевых значений технических характеристик продукции. Целевые значения определяют на основе имеющихся данных с учетом приоритетности этих технических характеристик продукции. Из QFD-диаграммы № 1 (Дом качества) по приоритетности сделаны выводы, что необходимо улучшить следующие технические характеристики: − стойкость покрытия к статическому воздействию воды; − термостойкость; − укрывистость высушенной пленки.
 необходимо данные субтаблицы № 4 предыдущего \"Дома качества\" поместить в субтаблицу № 1 строимой диаграммы. Построение QFD-диаграмм № 2 – 4 (Домов качества) на 2–3 этапе п")
Слайд 89Построение трех следующих "Домов качества" Для построения QFD-диаграммы № 2 – 4 ("Домов качества") необходимо данные субтаблицы № 4 предыдущего "Дома качества" поместить в субтаблицу № 1 строимой диаграммы. Построение QFD-диаграмм № 2 – 4 (Домов качества) на 2–3 этапе производим аналогично. На четвертом этапе построения "Дома качества" № 2 для заполнения субтаблицы 4 QFD-команда с помощью "мозгового штурма" выявила характеристики компонентов продукции (в данном случае характеристики сырья), для "Дома качества" № 3 – характеристики производства, а для "Дома качества« № 4 – характеристики оборудования. Построение на этапах 5 – 8 "Домов качества" № 2 – 4 производим аналогично. Таким образом, на основании построенных четырех домов качества было предложено осуществить следующие мероприятия, направленные на улучшение качества эмали ПФ-115 белого цвета.

Слайд 90Во-первых, так как эмаль ПФ-115 используется для окраски металлических и деревянных изделий, эксплуатирующихся в атмосферных условиях, необходимо улучшить стойкость покрытия к статическому воздействию воды и термостойкость путем замены наполнителя мел на микромрамор. Во-вторых, улучшить укрывистость высушенной пленки. Для этого рекомендуем взять пигмент с большей укрывистостью, более высокой белизной и формой частиц игольчатой или чешуйчатой. В-третьих, необходимо ввести в рецептуру стадию "вызревание" пигментной пасты после предварительного смешивания в течение 5–6 ч при температуре 20…35 °С. У пасты, прошедшей стадию вызревания, диспергирование происходит быстрее. При вызревании пасты рекомендуется контролировать температуру воды в аппарате.

Слайд 91В-четвертых, необходимо производить пересчет рецептуры на ЭВМ, что увеличит точность и уменьшит вероятность брака. В-пятых, необходимо замес пасты приготавливать не по полной рецептуре. В рецептуру вводится минимальное количество пленкообразователя, необходимое для полного смачивания пигмента и наполнителя (не более 60 % от массы замеса). В-шестых, диссольвер должен быть снабжен бесступенчатым вариатором скорости, позволяющим менять число оборотов от 0 до 2500 об/мин, так как пигментную пасту предварительно смешивают при скорости мешалки 400 об/мин, а диспергируют при скорости 2000…2500 об/мин
 Слайд 1
Слайд 1 Слайд 2
Слайд 2 Слайд 3
Слайд 3 Слайд 4
Слайд 4 Слайд 5
Слайд 5 Слайд 6
Слайд 6 Слайд 7
Слайд 7 Слайд 8
Слайд 8 Слайд 9
Слайд 9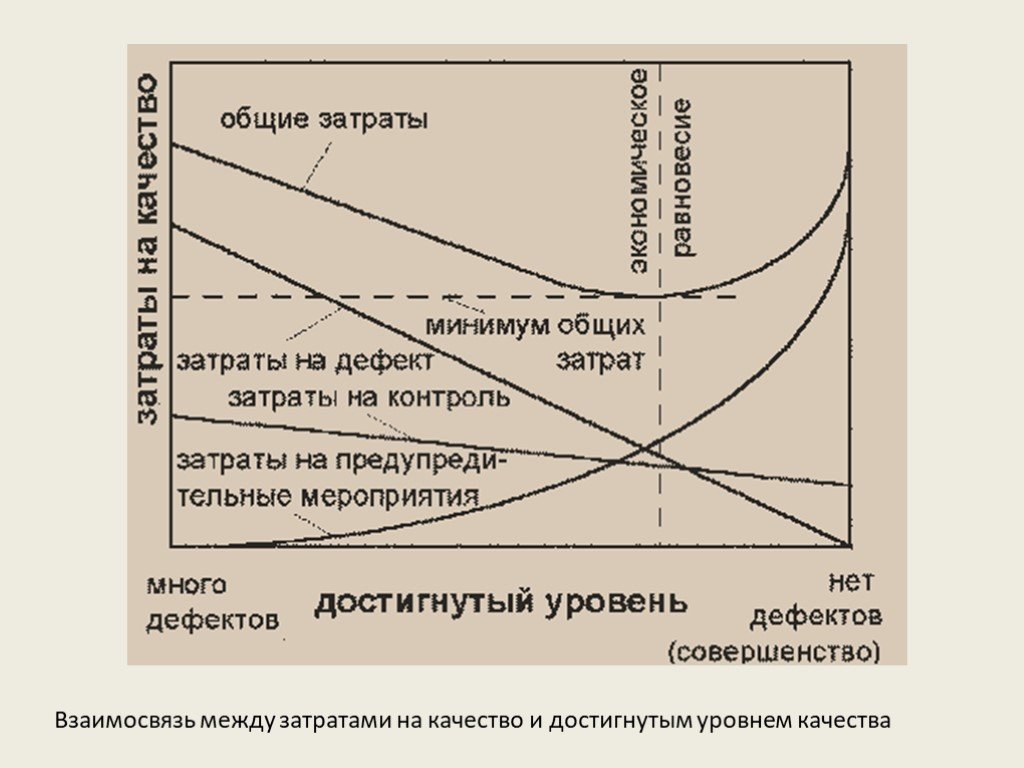 Слайд 10
Слайд 10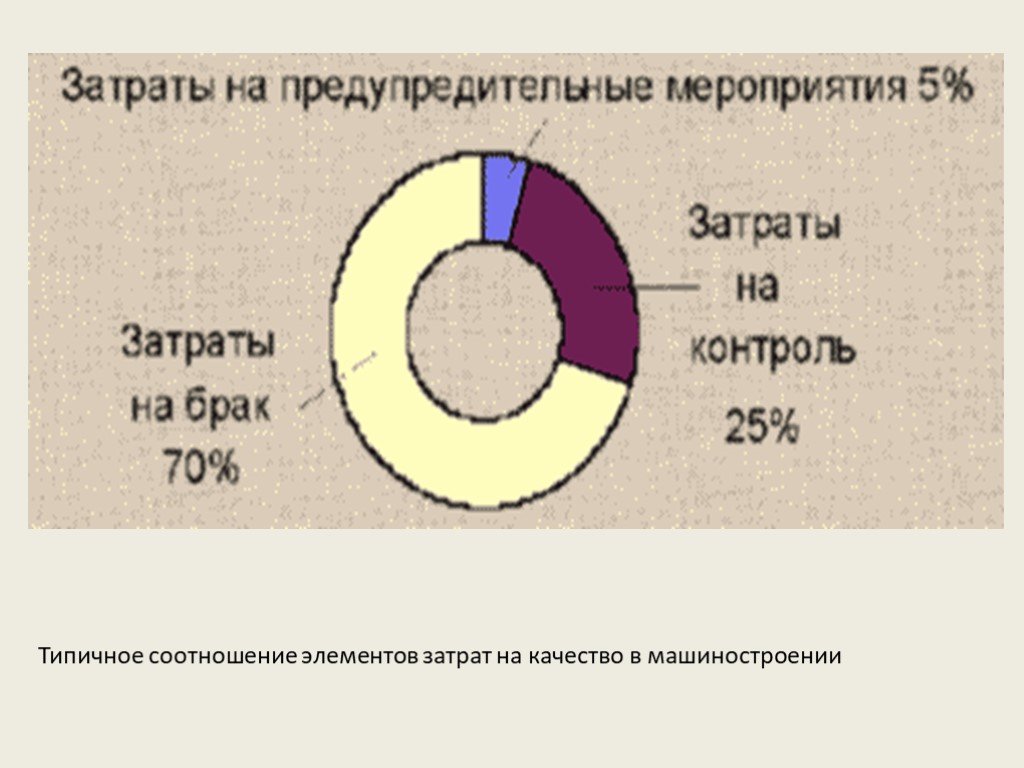 Слайд 11
Слайд 11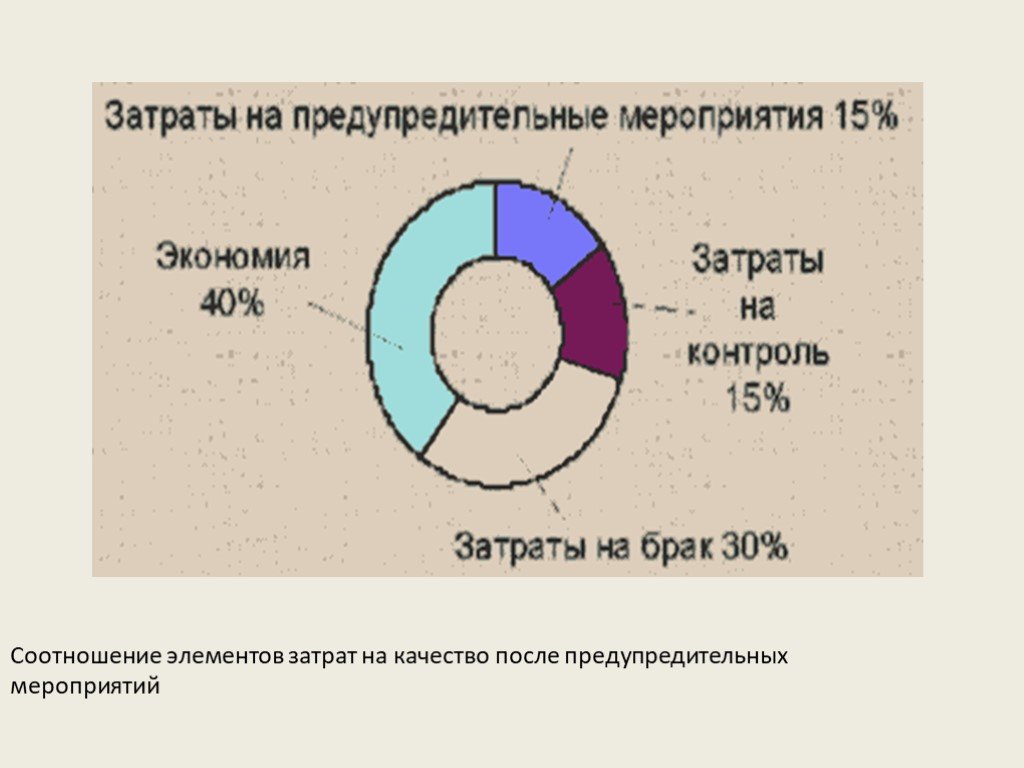 Слайд 12
Слайд 12 Слайд 13
Слайд 13 Слайд 14
Слайд 14 Слайд 15
Слайд 15 Слайд 16
Слайд 16 Слайд 17
Слайд 17 Слайд 18
Слайд 18 Слайд 19
Слайд 19 Слайд 20
Слайд 20 Слайд 21
Слайд 21 Слайд 22
Слайд 22 Слайд 23
Слайд 23 Слайд 24
Слайд 24 Слайд 25
Слайд 25 Слайд 26
Слайд 26 Слайд 27
Слайд 27 Слайд 28
Слайд 28 Слайд 29
Слайд 29 Слайд 30
Слайд 30 Слайд 31
Слайд 31 Слайд 32
Слайд 32 Слайд 33
Слайд 33 Слайд 34
Слайд 34 Слайд 35
Слайд 35 Слайд 36
Слайд 36 Слайд 37
Слайд 37 Слайд 38
Слайд 38 Слайд 39
Слайд 39 Слайд 40
Слайд 40 Слайд 41
Слайд 41 Слайд 42
Слайд 42 Слайд 43
Слайд 43 Слайд 44
Слайд 44 Слайд 45
Слайд 45 Слайд 46
Слайд 46 Слайд 47
Слайд 47 Слайд 48
Слайд 48 Слайд 49
Слайд 49 Слайд 50
Слайд 50 Слайд 51
Слайд 51 Слайд 52
Слайд 52 Слайд 53
Слайд 53 Слайд 54
Слайд 54 Слайд 55
Слайд 55 Слайд 56
Слайд 56 Слайд 57
Слайд 57 Слайд 58
Слайд 58 Слайд 59
Слайд 59 Слайд 60
Слайд 60 Слайд 61
Слайд 61 Слайд 62
Слайд 62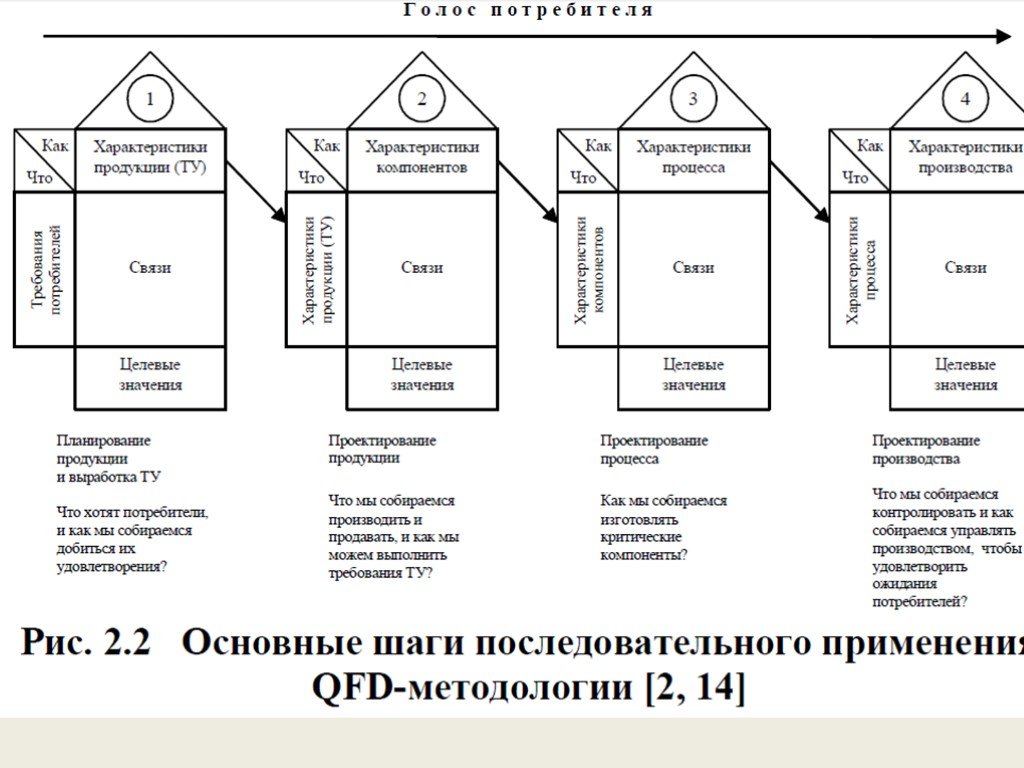 Слайд 63
Слайд 63 Слайд 64
Слайд 64 Слайд 65
Слайд 65 Слайд 66
Слайд 66 Слайд 67
Слайд 67 Слайд 68
Слайд 68 Слайд 69
Слайд 69 Слайд 70
Слайд 70 Слайд 71
Слайд 71 Слайд 72
Слайд 72 Слайд 73
Слайд 73 Слайд 74
Слайд 74 Слайд 75
Слайд 75 Слайд 76
Слайд 76 Слайд 77
Слайд 77 Слайд 78
Слайд 78 Слайд 79
Слайд 79 Слайд 80
Слайд 80 Слайд 81
Слайд 81 Слайд 82
Слайд 82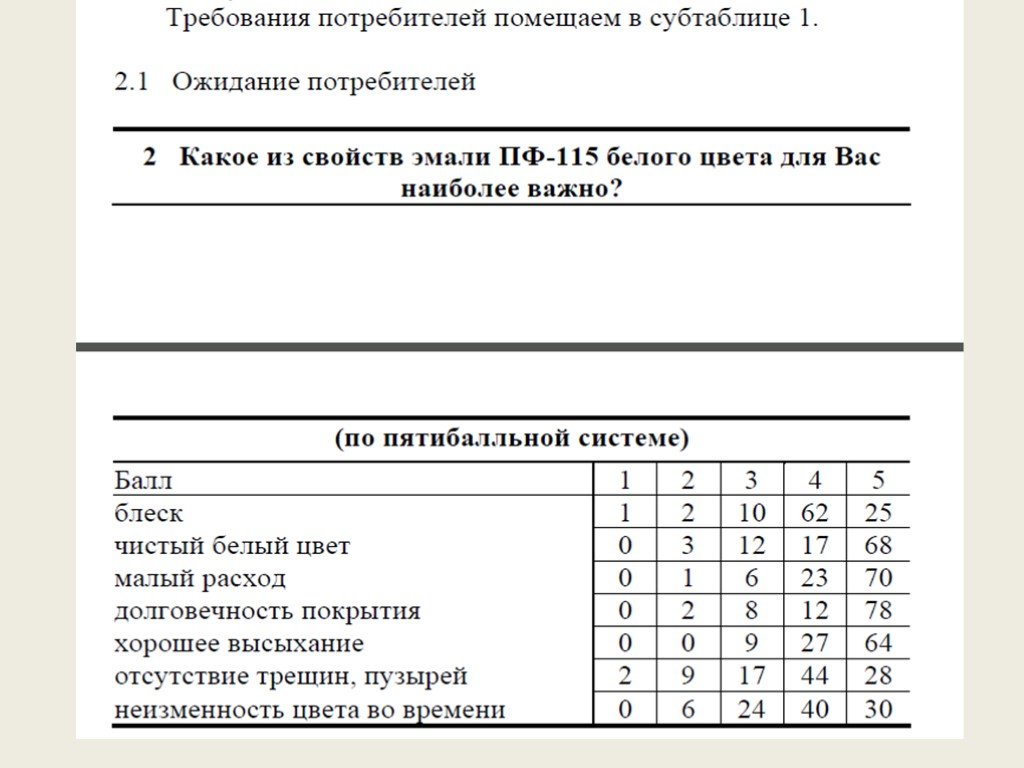 Слайд 83
Слайд 83 Слайд 84
Слайд 84 Слайд 85
Слайд 85 Слайд 86
Слайд 86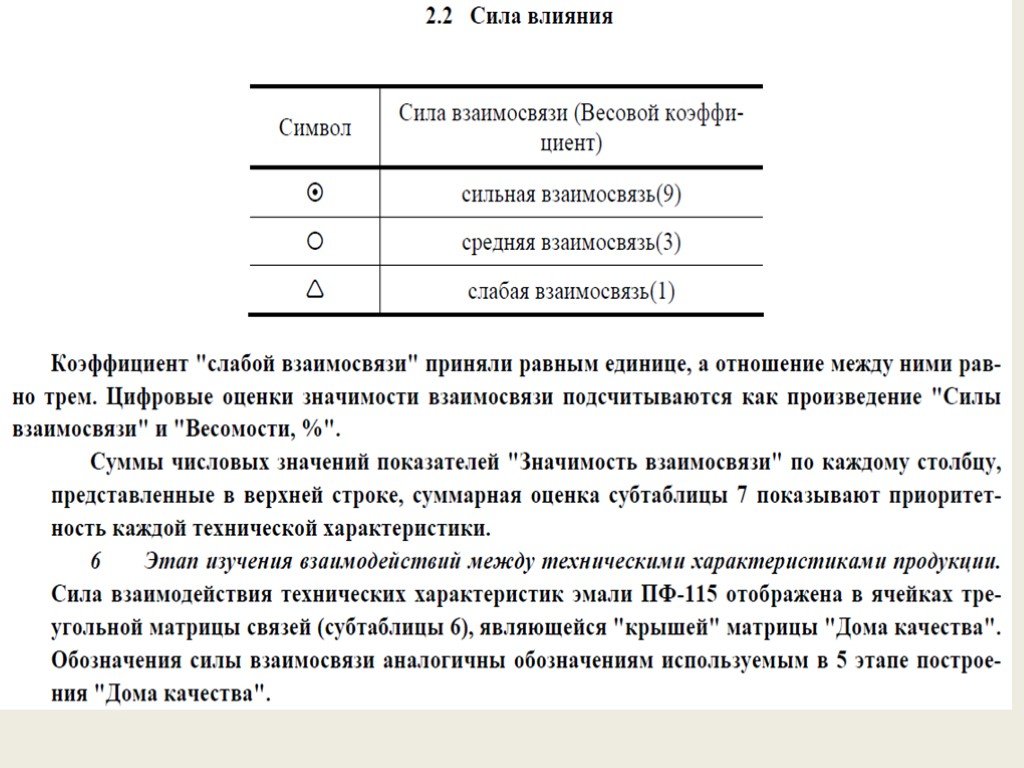 Слайд 87
Слайд 87 Слайд 88
Слайд 88 Слайд 89
Слайд 89 Слайд 90
Слайд 90 Слайд 91
Слайд 91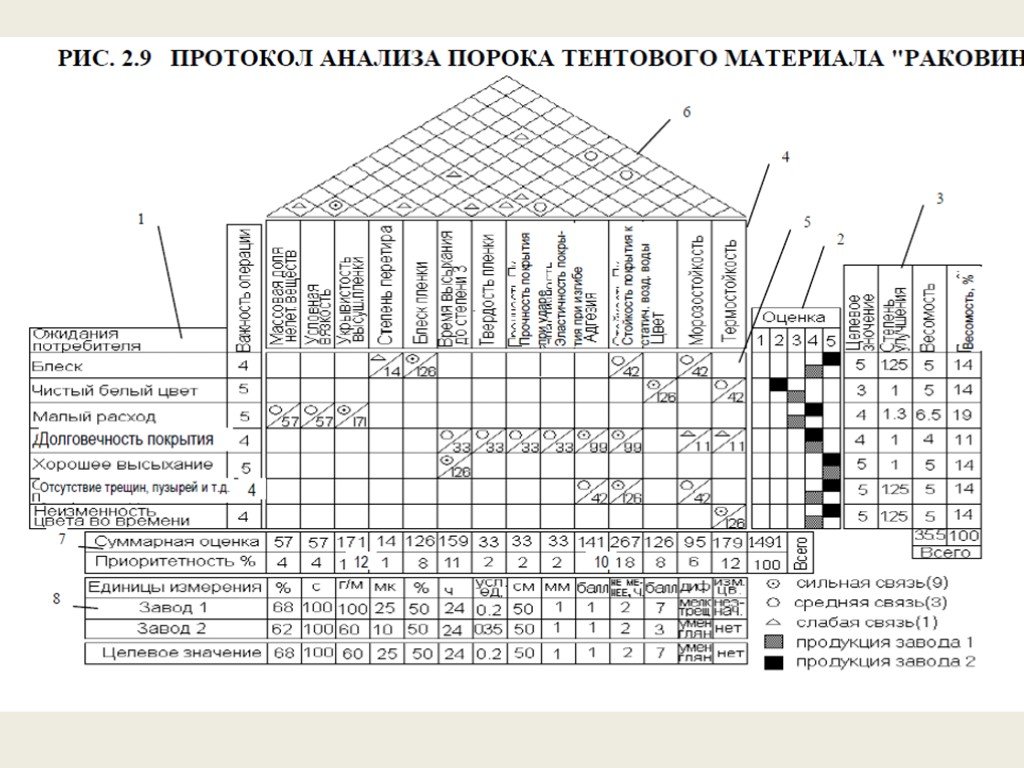 Слайд 92
Слайд 92
























 характера")



